



All'interno
È il titolo della tesi di laurea presentata presso l’Università degli Studi di Napoli “FEDERICO II” premiata con il massimo dei voti.
La Tesi di Laurea è disponibile in formato zip nella lingua Italiana nell’area download
Facoltà di Ingegneria
“Dipartimento di Progettazione e Gestione Industriale – Cattedra di Impianti Industriali”
Relatore
Ing Maria Elena Nenni
Correlatori
Ing Enrico Boccola
Ing Francesco Saverio Di Sibio
Laureando
Annarita Iaccarino
Sviluppo di un modello per l’ottimizzazione dei costi di obsolescenza per il supporto di sistemi complessi. Applicazione ad un sistema radar presso un’azienda primaria del settore
Sommario
Introduzione
L’obiettivo verso il quale questo lavoro è stato proiettato è tentare di stimare i costi relativi alla gestione e soluzione dell’obsolescenza per il supporto di un sistema complesso, durante la fase di utilizzo: questo problema, infatti, ha suscitato notevole interesse nell’ambito della ricerca, soprattutto statunitense e legata all’ambiente militare, in quanto si è visto che, far fronte a problemi di obsolescenza, sta diventando uno dei maggiori cost driver nel supporto di apparecchiature e sistemi elettronici complessi prodotti in numero limitato.
Gli studi che si sono portati avanti, hanno permesso di sviluppare metodi e tool commerciali in grado di prevedere il momento in cui un componente, parte del sistema complesso da supportare, non sarà più disponibile sul mercato, ma ancora poco è stato fatto in relazione alla stima aprioristica dei costi legati a quest’attività di supporto. Inoltre, in molte realtà aziendali, l’approccio che si segue per far fronte a questi problemi è di tipo reattivo, ovvero si prende consapevolezza dell’obsolescenza solo nel momento in cui questa effettivamente si manifesta, con inevitabile aggravio dei costi di risoluzione.
Dunque, in ultima analisi, lo studio svolto in questo lavoro, oltre alla stima dei costi, ha come intento quello di utilizzare un approccio proattivo al problema al fine di sviluppare un action plan che permetta un’ottimizzazione dei costi.
Lo spunto concreto per lo sviluppo del presente elaborato è stato fornito dalla SELEX-SI presso la quale, nello stabilimento di Giugliano in Campania, presso la ”Business Unit Custumer Support/ Engineering/ Supporto al prodotto”, durante uno stage della durata di sette mesi, è stato possibile entrare concretamente in contatto con le problematiche legate al supporto di sistemi radar durante il loro ciclo di vita e, in particolare, nel periodo di durate di un contratto CLS (Contractor Logistic Support) che l’azienda offre come servizio aggiuntivo ai propri clienti.
Al fine di avere una visione abbastanza articolata del problema obsolescenze, la prima parte del lavoro si sofferma su aspetti teorici utili per l’apprendimento delle nozioni generali e degli strumenti utilizzati nella parte sperimentale dell’elaborato. Inoltre, siccome tutte le informazioni trovate, provengono da articoli o elaborati di carattere militare, o affine, del tutto indipendenti fra loro, si è cercato di dare a tali informazioni un corpo unico, in modo da creare un percorso mentale attraverso cui avere una visione globale del problema.
Nel primo capitolo è stato fatto un breve excursus sulle fasi della logistica e il ciclo di acquisizione di un prodotto, in quanto, a tali concetti si fa più volte riferimento nel corso della trattazione.
Nel secondo capitolo, dopo aver presentato il caso di studio e descritto il sistema radar, per il quale si è sviluppata l’analisi concreta della parte sperimentale della tesi, è stato spiegato in cosa consiste fornire un servizio di tipo Contractor Logisti Support (CLS) per un tale sistema. Infine, sono stati analizzati i vari costi legati all’attività di CLS che l’azienda fornitrice deve sostenere: fra questi ci sono, appunto, quelli legati alla gestione e soluzione delle obsolescenze.
Nel terzo capitolo si è tentato di definire il problema obsolescenze, ponendo l’attenzione anche sulle cause storico-economico che lo hanno determinato.
Nel quarto capitolo vengono descritti quali sono i tipici approcci al problema obsolescenze, ovvero quello proattivo e quello reattivo, e quali sono le azioni risolutive che si possono intraprendere per risolverlo.
Nel quinto capitolo, avendo capito, dalle nozioni apprese, che la maniera migliore per affrontare l’obsolescenza è tentare di prevederne l’insorgere, è stato descritto un metodo previsionale per il ciclo di vita dei componenti elettronici; su tale metodo, si basa la previsione fornita dal tool commerciale usato per ricavare alcuni degli input del modello sviluppato durante il periodo di stage.
Nel sesto capitolo è stata descritta una metodologia e un tool sviluppati presso l’Università del Maryland dai membri del CALCE (Computer Aided Life Cycle Engineering) Consortium: è stato proprio lo studio di questo tool che ha posto le basi per lo sviluppo del modello descritto nell’ultimo capitolo della tesi.
Nel settimo capitolo, infine, si è descritto il modello sviluppato e presentato i risultati ottenuti attraverso la sperimentazione fatta sul sistema radar preso a riferimento.
1. L'EVOLUZIONE DELLA LOGISTICA
1. L’evoluzione della logistica
La logistica è la funzione aziendale più giovane, o meglio, la gestione delle attività ad essa inerenti solo di recente è stata riconosciuta come disciplina e, conseguentemente, trattata come tale.
Di fatto, prima che questo avvenisse, le imprese erano restie ad investire il proprio tempo e denaro nella ricerca di strategie di approvvigionamento più efficaci, o di migliori politiche per la gestione di magazzino o delle scorte: le attività che oggi sono contemplate nella funzione logistica, infatti, venivano considerate secondarie, poiché non direttamente connesse né alla produzione, che allora era sinonimo di fabbricazione, né al settore commerciale. In effetti, le imprese erano concentrate principalmente sul produrre e sul vendere: i margini erano buoni, i prodotti pochi e razionati e i clienti attendevano pazienti.
La Society of Logistic (SOLE), organizzazione internazionale alla quale appartengono oltre 10.000 persone che si occupano di problemi logistici, definisce questa disciplina dai molteplici aspetti nel seguente modo:
”Logistic is the art and science of management, engineering and technical activities concerned with requirements, design and supplying and maintaining resources to support objectives, plans and operations” (Cfr. Appendice A pag. 154).
Questo aspetto trasversale della gestione aziendale, che proprio grazie alle sue caratteristiche ha permesso di evidenziare i legami interfunzionali, proiettando l’impresa in un’ottica globale, trova le sue radici negli ambienti militari: in questo settore, infatti, si dice che la logistica, insieme alla strategia ed alla tattica, è una delle tre discipline basilari; persino l’Oxford Concise Dictionary la definisce come:
”….quel ramo dell’arte militare che abbraccia i dettagli del trasporto, alloggiamento e rifornimento delle truppe”.
Dal campo militare, poi, il concetto di logistica è migrato nel settore industriale dove è definita come:
”La funzione manageriale che gestisce il flusso totale dei materiali, a partire dall’acquisto della materia prima fino alla consegna del prodotto finito all’utilizzatore”1.
”Il processo di gestione degli spostamenti di materiali grezzi, parti, prodotti finiti fra venditori, succursali di vendita e clienti”1.
”La gestione di tutte le attività che facilitano la movimentazione dei prodotti e il coordinamento dei rifornimenti in funzione della domanda”1.
Le ragioni che hanno portato all’affermarsi di tale disciplina in maniera così radicata, vanno, evidentemente, ricercate nella costante pressione competitiva dei mercati moderni, che induce e stimola le aziende a ricercare soluzioni sempre più innovative per una gestione logistica più efficiente, in termini di diminuzione del costo, ed efficace, nel senso di miglioramento del servizio.
Nota 1: Magee, Industrial Logistic.
Nota 2: Bowersox, Logistic Management.
Nota 3: Glaskowsky, Hudson, Ivie, Business Logistics.
In pratica si distinguono tre tipi di logistica4:
- La Logistica industriale (Industrial Logistic): ha la funzione di supportare la produzione attraverso la direzione ed il controllo delle attività di approvvigionamento dei materiali richiesti per la fabbricazione dei prodotti, di gestione dei magazzini delle scorte, di ricezione delle merci e di spedizione dei prodotti finiti. Questa logistica è presente in tutte le aziende manifatturiere, qualsiasi sia il loro settore merceologico e la loro dimensione.
- La Logistica commerciale (Business Logistic): riguarda, essenzialmente, la distribuzione dei beni di largo consumo.
- La Logistica dei sistemi: si occupa di un prodotto durante la sua vita operativa. Questo tipo di logistica interessa prodotti industriali di rilevante complessità come aerei, navi, elicotteri, carri armati, radar, stazioni spaziali, centrali elettriche…..ed è nata ed è largamente implementata in campo militare (Military Logistic). Di questo tipo di logistica, appunto, si parlerà in maniera diffusa nei seguenti capitoli in relazione alla supportabilità di sistemi complessi e dei contratti CLS.
Parlando ora in maniera più generale, ma legando la funzione logistica ad un prodotto, possiamo distinguere tre fasi della logistica, che rispecchiano anche la sua evoluzione nel tempo5:
- Use Phase: qualsiasi attività relativa al prodotto quando quest’ultimo è in possesso dell’utilizzatore fa parte della Use Phase. Questa fase viene anche definita in-service phase e, storicamente, con tali caratteristiche il concetto di logistica nacque: dalla necessità, cioè, di provvedere al corretto funzionamento di un prodotto in uso. Ovviamente, nelle sue prime manifestazioni, era proprio l’utilizzatore che provvedeva alle necessità senza neanche pensare che stava dando vita ad una funzione aziendale. Le attività tipiche di questa fase, come si può facilmente comprendere, sono volte alla manutenzione ed operatività del prodotto supportato.
- Physical Requirements Phase: man mano che i prodotti da supportare diventavano più complessi e il lead time per ottenere un reale supporto si allungava, si faceva strada la necessità di identificare, prima che l’utilizzatore entrasse in possesso del prodotto, i requisiti fisici per implementare le azioni di supporto. Alla luce di tale esigenza, sono nate organizzazioni, anche interne alle singole aziende, responsabili di individuare e procurare le parti di ricambio necessarie, preparare la documentazione, individuare e predisporre gli attrezzi e le apparecchiature da utilizzare… Tutto questo affaccendarsi ha portato allo sviluppo di processi efficaci volti all’individuazione e reperimento di tutto quello di cui l’utilizzatore avrebbe potuto aver bisogno.
- Functional Requirements Phase: è la fase più nuova della logistica, nella quale si considerano le necessità logistiche associate ad un sistema complesso, prima ancora che questo sia effettivamente realizzato. È il processo tramite il quale si definiscono obiettivi e constraint al fine di rendere la supportabilità del sistema il più cost-effective possibile. In ultima analisi, dunque, i logistician affiancano i progettisti al fine di redigere una guideline, correlata da constrain, che aiuti questi ultimi nel progetto e nella scelta di eventuali componenti e COTS con cui realizzarlo.
Notes 4: Alberto Mezzogori, Supporto Logistico Integrato, SE.MA.T-Florence.
Notes 5: James V. Jones, Integrated Logistic Support, Mc Graw-Hill.
1.2. Il ciclo di acquisizione.
TLe tre fasi della logistica descritte nel paragrafo precedete si unificano e riassumono nel termine Integrated Logistic Support (ILS) che inizia con la pianificazione dell’acquisizione di un item e continua lungo tutta la sua vita operativa.
In altre parole la ILS è quella disciplina che unifica la gestione delle attività logistiche per il supporto di un sistema o item, qualunque sia la sua complessità, dall’inizio alla fine del suo ciclo di vita.
Si rende necessario, a questo punto, soffermare brevemente l’attenzione sul ciclo di vita di un qualsiasi prodotto: questo processo evolutivo, infatti, è lo stesso per qualunque oggetto, qualunque sia la sua natura, che sia ideato e prodotto per un utilizzatore6.
Il ciclo di vita di un prodotto è comunemente diviso in due fasi che a loro volta sono suddivise in altre sottofasi:
Fase di acquisizione (Acquisition Phase), suddivisa a sua volta nei seguenti step::
- Preconcept: in questa fase sono definite le necessità per il nuovo sistema. o Concept in cui sono vagliate tutte le possibili alternative per far fronte alle necessità individuate nella fase precedente. Il risultato di questa fase è la scelta della più idonea alternativa, o più di una, da sottoporre ad ulteriori studi.
- Demostration/Validation in cui l’alternativa o le alternative individuate nella fase precedente, vengono sviscerate per valutare quanto e come rispondano alle esigenze da soddisfare. Lo scopo di questa fase è creare un prototipo dalle idee che hanno passato la fase precedente, dimostrare che queste effettivamente funzionino e validare che effettivamente rispondano alle esigenze individuate nella fase di preconcetto.
- Engineering and manufacturing development: in questa fase si ricava un progetto ingegneristico che permetta di realizzare il prototipo della fase precedente in modo che sia affidabile, manutenibile, producibile e supportabile.
- Production and deployment in cui si realizza materialmente il progetto sviluppato allo step precedente. Una volta pronto, poi, viene preparato per essere utilizzato dall’utente finale.
Fase di utilizzazione (Utilization Phase) suddivisa a sua volta in::
- Operation and support: a questo punto, il sistema o prodotto inizia a soddisfare le necessità per cui è stato realizzato. Per mantenere le sue funzionalità inalterate nel tempo, però, è necessario che sia continuamente manutenuto e supportato.
- Disposal: ad un certo punto, nuove esigenze vengono alla luce, o semplicemente non è più conveniente o possibile continuare a supportare il vecchio sistema o prodotto; inizia così la fase di phase-out per il vecchio oggetto, ma, contemporaneamente il ciclo di acquisizione inizia per un nuovo prodotto: il processo descritto fin’ora, infatti, non ha mai fine, ma viene ripetuto iterativamente nel tempo.
Alla luce di quanto detto fin’ora, è interessante vedere come le tre fasi della logistica si calino sul ciclo di acquisizione del prodotto. Nella figura successiva è appunto mostrata la sovrapposizione di questi due aspetti del mondo industriale.
Figura 1.1: Fasi della logistica applicate al ciclo di vita di un prodotto/sistema.
Nota 6: James V. Jones, Integrated Logistic Support, Mc Graw-Hill.
2. IL CONTRACTOR LOGISTIC SUPPORT (CLS) ED UNA SUA APPLICAZIONE IN UN CASO DI STUDIO
- 2.1. Introduzione al CLS
- 2.2. Caratteristiche del caso di studio
- 2.3. Descrizione del sistema radar
- 2.4. Il CLS per il sistema in esame
- 2.5. Costi per il CLS
Nei paragrafi precedenti, è stata fatta una breve carrellata sulle caratteristiche e l’evoluzione della logistica nelle sue varie fasi.
Nello scenario sopra descritto, però, alla fine degli anni 80′, la caduta del muro di Berlino portò un vero e proprio sconvolgimento, soprattutto nei settori produttivi connessi all’ambito della difesa: in quel periodo, infatti, il budget del Dipartimento della Difesa Americano, in particolar modo, si ridusse drasticamente, spingendo l’allora Segretario della Difesa, Mr Perry, a varare quella che venne chiamata Acquisition Reform.
In poche parole, con questo documento, si stabiliva di preferire dispositivi rispondenti a specifiche commerciali a quelli costruiti secondo specifiche strettamente militari. L’intento di tale policy era quello di aumentare le fonti possibili e di ridurre i costi, notevolmente maggiori per i dispositivi costruiti su specifiche prettamente militari.
Parallelamente a queste scelte politiche, l’interesse dei settori commerciali nel supporto post vendita aumentava in molti settori: aziende produttrici di elettrodomestici, imprese del settore automobilistico, infatti, sviluppavano gradualmente una rete di infrastrutture per l’assistenza al cliente.
Infine, questa tendenza, fu gradualmente adottata anche dai produttori di sistemi capital intensive come motori per aerei e trattori, fino ad essere ritenuta una vera e propria arma competitiva.
2.1. Introduzione al CLS
Alla luce dei due fenomeni pocanzi descritti, in maniera sempre più sistematica, il governo degli Stati Uniti richiedeva il supporto logistico per i sistemi acquisiti: il tempo di assistenza poteva variare da pochi anni, finché il governo non sviluppava la capacità necessaria al supporto in maniera autonoma, all’intero ciclo di vita del sistema.
Nacquero così quelli che oggi vengono chiamati Contractor Logistic Support: il CLS è un contratto di natura post-vendita, fornito dall’azienda produttrice, che include tutte quelle attività necessarie per supportare il sistema per tutto il suo ciclo di vita o parte di esso.
Tale tipo di contratto, ovviamente, dopo i natali in America, si è esteso a tutto il mondo.
L’esercito USA definisce il Contractor Logistic Support nel seguente modo1:
”Logistic Support of Army material performed under contract by commercial organization. Support may include material facilities as well as services”(Cfr. Appendice A pag. 154).
La NATO ha adottato per la prima volta questa tipologia di contratti per i sistemi radar di sorveglianza aerea, di cui SELEX-SI è il maggiore fornitore in ambito NATO. Questi prevedono la realizzazione di un Sistema di Supporto di tipo CLS per tutti i paesi coinvolti, definendo servizi e forniture per tali sistemi per l’intero ciclo di vita o parte di esso.
Si rende necessario a questo punto, per entrare nel merito della discussione, una breve descrizione della SELEX-SI, e del sistema radar sul quale è stata sviluppata l’analisi proposta nel Cap. 7.
1: AR 700-127
2.2. Caratteristiche del caso di studio
SELEX-SI è una società del gruppo Finmeccanica, operante nel settore della difesa, dell’elettronica e del traffico aereo civile, con un fatturato di circa 1,2 miliardi di euro.
SELEX-SI è leader mondiale nella fornitura di sistemi di gestione del traffico aereo, di radar terrestri e navali, di sistemi missilistici, con una clientela in oltre 100 Paesi.
La figura successiva mostra le sedi SELEX-SI nel mondo.
Figura 2.1: Sedi SELEX-SI nel mondo.
SELEX-SI è una società multinazionale che opera al fulcro del processo di integrazione che sta rimodellando l’industria europea della difesa.
L’attività commerciale si espande, come detto, a livello mondiale e poco meno della metà delle vendite deriva da mercati diversi da quelli principali, Regno Unito e Italia, come mostrato nella figura di seguito riportata.
Figura 2.2: Vendite SELEX-SI per mercato.
Per quanto riguarda i settori merceologici, quello in cui SELEX-SI è più addentrata è sicuramente quello navale, da cui proviene circa la metà del fatturato complessivo; i settori terrestre e ATMAS (Air Traffic MAnagement Systems) costituiscono parimenti il 25% delle vendite dell’azienda.
Figura 2.3: Vendite SELEX-SI nei diversi settori.
Una delle principali caratteristiche delle aziende presenti in Italia e nel Regno Unito è l’ampiezza delle specifiche competenze in ciascuno dei diversi settori; questo permette di fornire sistemi e servizi integrati in grado di adattarsi ad ogni particolare esigenza del cliente.
L’offerta è completata dai servizi di assistenza al cliente, per il training del personale, e la manutenzione.
La figura seguente mostra le sedi SELE-SI in Italia:
Figura 2.4: Sedi SELEX-SI in Italia.
Lo stabilimento di Giugliano iniziò la sua attività nel 1977, operando nel settore delle telecomunicazioni e dei prodotti informatici.
Il suo personale aveva competenza specifica dell’intero ciclo di vita (Life Cycle, LC) del prodotto:
- Progettazione;
- Sviluppo;
- Industrializzazione;
- Produzione e supporto post-vendita.
Tra il 1982 e il 1989, SELEX-SI ampliò la gamma dei prodotti realizzati, fino ad includere unità di elaborazione dati, computer e consolle per applicazioni nel settore civile e della difesa.
Tra il 1990 e il 1995, furono compiuti importanti investimenti nell’automazione dei processi e nella tecnologia di produzione, in particolare per la produzione di circuiti stampati.
Dal 1997 tutte le attività di logistica industriale sono state concentrate nello stabilimento di Giugliano.
SELEX-SI è attualmente organizzata nelle divisioni rappresentate schematicamente nella figura sottostante e di seguito elencate:
Figura 2.5: Divisioni SELEX-SI.
- Gestione del traffico aereo e sistemi aeroportuali;
- Sistemi di comando e controllo per campo di battaglia e difesa aerea;
- Sistemi navali;
- Customer support e addestramento;
- Simulazione.
La divisione Customer Support Italia (CSI) nasce nel 2000 dall’aggregazione delle risorse e delle attività di logistica sia delle divisioni di prodotto (Navale, Terrestre e ATMAS), sia di quelle di ingegneria e produzione dello stabilimento di Giugliano.
La sua missione è sviluppare e gestire il business del post-vendita, integrando le competenze ingegneristiche della logistica dei sistemi e di quella industriale presenti in SELEX-SI.
L’obiettivo della divisione è essere il punto di riferimento dei processi logistici, offrendo al cliente un servizio globale di Supporto Logistico Integrato (Integrated Logistic Support, ILS) atto a garantire la massima efficienza e disponibilità operativa degli impianti:è stata creata, infatti, un’organizzazione che consente di fornire assistenza ai clienti per l’intero Life Cycle dei sistemi, in ogni parte del mondo.
Lo scopo è realizzare una partnership con ciascuno dei clienti, diventando parte integrante dell’attività di supporto, riducendo i costi e aumentando le prestazioni.
La figura seguente mostra le principali attività svolte dalla divisione CSI:
Figura 2.6: Principali attività della divisione CSI.
Il Supporto Logistico Integrato assicura che la progettazione di un sistema primario e del relativo supporto logistico si svolga in modo da minimizzare il costo del suo previsto ciclo di vita (Life Cycle Cost, LCC).
Il sistema integrato offerto al cliente è, dunque, costituito da due elementi intimamente correlati: il sottosistema primario e il sottosistema di supporto logistico come illustrato nella figura successiva.
Figura 2.7: Schema a blocchi di un generico sistema.
Per sottosistema primario si intende un assieme di elementi strutturati che realizzano una data funzione, mentre il sottosistema di supporto logistico è tutto quanto necessario affinché il sistema primario, durante la sua vita, sia mantenuto in condizioni di corretto funzionamento.
Esempi di sistema primario sono:
- Un radar;
- Una nave;
- Un aereo.
Il supporto logistico, invece, include:
- Pdr (parti di ricambio/rispetto) e gestione delle obsolescenze;
- Manuali tecnici;
- Personale opportunamente addestrato;
- Infrastrutture di manutenzione.
Al sottosistema primario è richiesto l’obiettivo di fornire la prestazione (system performance) che assicura il soddisfacimento della missione che ha generato la necessità di progettare il sistema.
Ciò vuol dire che il sistema, attraverso gli elementi del sottosistema primario, deve funzionare con efficacia nei termini e nei limiti di funzionamento prescritti nelle specifiche tecniche di sistema.
Al sottosistema primario, congiuntamente con il sottosistema di supporto logistico, è richiesto l’obiettivo di fornire la prestazione con continuità nel tempo.
Gli obiettivi suddetti non hanno validità logica se sono considerati separatamente: per questo motivo, viene introdotto un obiettivo comune, che racchiude i due precedenti, chiamato efficienza del sistema (system effectiveness), definita come la disponibilità (availability) delle prestazioni del sistema (system performance) nell’arco del suo ciclo di vita.
2.3. Descrizione del sistema radar
Il sistema considerato per l’analisi sviluppata in SELEX-SI durante il periodo di stage, e riportata nel Cap. 7, è un radar terrestre tridimensionale, a lungo raggio, operante in banda D (banda NATO), efficace fino a 500 km.
E’ caratterizzato da una struttura completamente solida con moduli trasmettitori distribuiti lungo tutta l’antenna.
Tecnologicamente avanzato, classificato come radar NATO classe 1, incorpora avanzate capacità tecniche di contromisura (ECM, Electronic Counter Measures).
La figura successiva mostra una vista frontale dell’antenna del radar.
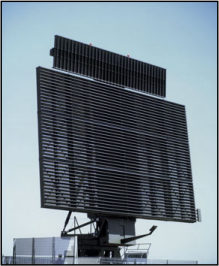
Figura 3.8: Antenna del sistema radar considerato.
Questi sistemi di ultima generazione sono attualmente i più avanzati sul mercato e confermano la posizione di SELEX-SI come azienda all’avanguardia nella tecnologia radar a lunga portata.
Progettato per essere utilizzato in ambienti moderni e complessi, esso è in grado di adattarsi rapidamente a un’ampia gamma di scenari variabili, ed è inoltre dotato di capacità di detezione di missili balistici (TBM detection, Technical Ballistic Missiles detection).
Il sistema in questione è disponibile in due configurazioni:
- Configurazione base trasportabile;
- Configurazione fissa.
TEsse sono equivalenti dal punto di vista funzionale, ma differiscono per la tipologia di dispositivi necessari per l’installazione. Nella configurazione trasportabile il sistema è composto da:
Convoglio radar head che include::
- antenna package;
- wings package;
- electronic equipment shelter;
- MIM container.
Stazione mobile di alimentazione che include:
- due generatori di potenza.
La configurazione fissa è composta da:
- Base radar;
- Head radar that it includes:
antenna radar;
base antenna. - Attrezzature elettroniche;
- Stazione di alimentazione che include:
un gruppo di continuità;
batterie di backup.
Di seguito faremo riferimento alla configurazione fissa.
Le principali caratteristiche del radar sono riassunte nella seguente tabella:
Tabella 2.1: Principali caratteristiche funzionali del sistema radar.
Il sistema è dotato di quattro fasci indipendenti che esplorano simultaneamente l’intera copertura radar.
Per indipendenti, si intende, che ognuno di essi può essere spostato in elevazione indipendentemente dalla posizione degli altri tre.
I quattro fasci operano a frequenze diverse ed ognuna di esse può essere utilizzata in maniera dinamica su ciascun fascio.
Questa architettura di scansione consente, rispetto agli altri radar, di ottenere massime prestazioni nella cancellazione del clutter (disturbi dovuti a riflessioni/rifrazioni per effetti atmosferici, terrestri, marittimi), basse interferenze tra i canali, alta modularità e riconfigurabilità.
È un sistema caratterizzato da una struttura modulare per facilitare la riparazione dei sottosistemi e sottoassiemi. Il design è tale che può essere smontato facilmente, trasportato su un altro sito, e messo in servizio in tempi estremamente ridotti.
Le caratteristiche principali della testata radar del sistema sono:
- Struttura rigida con moduli trasmettitori distribuiti sull’antenna;
- Alta modularità, ridondanza e affidabilità;
- Antenna a largo spettro che permette:
a. una buona risoluzione angolare, sia azimutale che in elevazione;
b. una riduzione della potenza emessa con bassi consumi e ridotti requisiti di raffreddamento;
c. una buona resistenza al vento, alle condizioni climatiche avverse e facile accesso per manutenzione. - Perfetto puntamento dei fasci in elevazione mediante l’utilizzo di sfasatori dedicati ed indipendenti per ogni fascio;
- Accurato controllo fase/ampiezza dell’antenna;
- Quattro fasci simultanei e indipendenti per un maggiore TOT (Time On Target) permettono una buona accuratezza azimutale e un’ottima cancellazione dei disturbi.
Costruttivamente, è costituito da un gruppo antenna e da una serie di unità di processamento dati per la generazione e visualizzazione delle tracce radar.
Il gruppo antenna include il radar primario (o radar di sorveglianza, SR Surveillance Radar) e un radar secondario (o radar di sorveglianza secondario, SSR Secondary Surveillance Radar).
Le unità di processamento gestiscono le frequenze di trasmissione e le temporizzazioni, analizzano e processano i dati di ritorno dai radar primario e secondario e preparano le informazioni per la visualizzazione su consolle remote o locali per il controllo del traffico aereo (amico o nemico) o per la visualizzazione di potenziali tracce radar di missili balistici.
2.4. Il CLS per il sistema in esame
vendo introdotto sia l’azienda produttrice, sia il sistema sul quale è articolata la sperimentazione trattata nel Cap. 7, andiamo ora a descrivere i termini di un contratto CLS per il supporto di un apparato di questo genere: in questo scenario, infatti, sono nati i presupposti per la modellizzazione fatta presso la SELEX-SI durante il periodo di stage.
Nella fase di procurement, le varie divisioni di SELEX-SI si interfacciano direttamente con i Ministeri della Difesa (MoD) delle nazioni che intendono acquisire il sistema, oppure con l’agenzia di procurement della NATO (NATO C3 Agency, NC3A).
Al termine del periodo di garanzia, i sistemi possono essere supportati dalla divisione logistica di SELEX-SI (CSI) sotto il controllo dell’agenzia logistica della NATO (NAMSA, NATO Maintenance and Supply Agency).
Questo presuppone l’esistenza di un contratto CLS tra SELEX-SI e la NAMSA.
Il contratto, applicato a tali sistemi, della durata di 4 anni per il primo periodo, parte dalla fine della garanzia del contratto di prima fornitura; sono, poi, possibili un massimo di cinque sue estensioni, ciascuna della durata di tre anni: in totale, quindi, la durata complessiva del CLS può essere di 19 anni.
Nella figura successiva, viene appunto mostrata la durata massima del contratto, suddiviso nei vari scaglioni.
Figura 2.9: Durata del contratto CLS.
Il CLS definisce livelli di prestazioni operative da mantenere e controllare (Disponibilità Operativa) ed il livello di servizio (tempi di fornitura e intervento).
Le attività principali di SELEX-SI come fornitore di servizi di CLS sono le seguenti:
- Interventi in sito:
Le attività di manutenzione ordinaria (preventiva e correttiva) di primo e secondo livello saranno eseguite direttamente dalla Host Nation; SELEX-SI, dunque, interverrà in sito per manutenzioni di livello superiore o per interventi di grande manutenzione straordinaria.
Raccolta dati relativi agli interventi effettuati da SELEX-SI e dal personale del cliente per verificare le prestazioni del sistema.
Analisi dei ritorni dal campo ed elaborazione di rapporti trimestrali (Quarterly Maintenance and Supply Action Reports).
Controllo dei livelli dei magazzini di sito.
Controllo dei Corsi Follow-on, tenuti dal personale delle Host Nations, per verificare l’effettivo livello del personale che utilizza e manutiene i sistemi. - Fornitura di pdr: Le parti del sistema che si guastano durante la normale operatività, presenti o meno nei magazzini di sito, verranno fornite da SELEX-SI, con requisiti contrattuali per i tempi di fornitura.
- Reintegro degli stock di pdr di sito: La fornitura iniziale prevede per ciascun sito un magazzino di pdr critiche sufficienti a supportare il sito stesso per un periodo di operatività di 30 gg. a porte chiuse; l’attività di supporto impoverirà progressivamente tale buffer: compito dell’azienda è quello di mantenere un livello degli stock di sito tale da garantire il livello di supporto contrattuale.
Le review di Programma (CLS Performance Review) serviranno a valutare il supporto fornito ed eventualmente a modificare i livelli dei magazzini di sito;
Le parti guaste verranno sostituite secondo i seguenti requisiti:
Le LRU Mission Critical che non fanno parte dello stock di sito saranno fornite entro 24 ore dalla richiesta.
Le LRU Mission Critical che fanno parte dello stock del cliente verranno sostituite con la parte di magazzino, e la parte verrà ripristinata in magazzino entro 48 ore dalla richiesta.
Le restanti LRU avranno tempi di ripristino legati ai piani di manutenzione del particolare sito.
- Attività di riparazione: Le parti di ricambio, da utilizzare sul sistema o per ripristinare il magazzino di sito, verranno fornite dal magazzino di SELEX-SI.
Il servizio di riparazione delle LRU guaste che rientrano dai siti è completamente a carico della SELEX-SI (compresa l’eventuale sostituzione di parti non più riparabili con parti nuove).
Il servizio di riparazione include:
a. Trasporto dai siti;
b. Riparazione;
c. Reporting. - Supporto e accesso alla documentazione software;
- Attività ECP (Engineering Change Proposals): Il CLS include tutte le attività di progetto necessarie per rendere il sistema supportabile su tutto il suo ciclo di vita:
Controllo e gestione delle obsolescenze;
Controllo di configurazione;
Engineering Change Analysis and Proposal. - Supporto e accesso a TDP (Technical Data Package) e LSAR (Logistic Support Analysis Record): SELEX-SI utilizzerà un numero di processi e tool informatici per gestire i contratti di CLS come:
Customer Support Web Desk (CSWD) o simili per interfacciare il cliente;
Sherpa PDM per la gestione di configurazione in fase di progetto;
SAP/R3 Customer Service che gestisce:
Gestione configurazione in service;
Gestione riparazioni;
Gestione interventi in sito;
Gestione magazzini.
Database logistico (LSAR);
Ambiente sviluppo e gestione IETM (Interactive Electronic Technical Manuals).
Il cliente avrà costante accesso a tali strumenti e verrà informato periodicamente dello stato di configurazione.
L’aggiornamento del database e della documentazione è a carico SELEX-SI.
2.5. Costi per il CLS
Il prezzo che la società contraente richiede alla Host Nation è definito e fissato fin dal contratto di acquisizione e le responsabilità delle attività sono chiaramente distinte fra cliente e SELEX-SI.
Da queste ultime informazioni, si può ben capire come sia importante, per l’azienda che supporta uno o più apparati, valutare a priori i costi che dovranno essere sostenuti durante il tempo del contratto, al fine di poter formulare una richiesta economica che soddisfi il suo stesso profitto.
Riassumendo e basandosi sulle attività svolte per onorare un contratto CLS, i costi ad esso correlati sono:
- Manutenzione terzo e quarto livello;
- Gestione dei materiali;
- Riparazioni;
- Gestione configurazione sul campo nel tempo;
- Manutenzione software;
- LRAP (Logistic Report Analysis Process);
- Pdr;
- Gestione e soluzione delle obsolescenze.
Si può facilmente capire che, al fine di ottenere un profitto dalla implementazione delle azioni contemplate nel CLS, la SELEX-SI deve condurre queste ultime in maniera efficiente; si rende necessaria, quindi, un’analisi dettagliata e tempestiva di tutte le voci di costo che possono minare il profitto dell’azienda contraente.
È proprio su quest’ aspetto, ed in particolar modo sui costi relativi alla gestione e soluzione delle obsolescenze, che si articola questo lavoro, alla luce dell’esperienza formativa fatta in SELEX-SI.
3. IL PROBLEMA OBSOLESCENZE
Come accennato nel capitolo precedente, uno dei problemi da fronteggiare, come contraente di un contratto CLS, è quello relativo alla gestione delle obsolescenze che inevitabilmente si presenteranno durante il periodo di validità dell’accordo commerciale: tale fenomeno, infatti, può creare seri problemi di disponibilità nella fase di supporto di apparecchiature elettroniche, soprattutto, quando si tratta di sistemi complessi come nel caso di radar o di sistemi d’arma in generale.
L’obsolescenza dei componenti, da quanto emerge da pratiche constatazioni negli ultimi anni, infatti, sta diventando uno dei maggiori cost driver nel supporto di apparecchiature e sistemi elettronici complessi prodotti in numero limitato: tali sistemi, proprio a causa della loro complessità e dei tempi elevati di acquisizione, presentano un ciclo di vita molto più lungo dei componenti in essi contenuti.
Inoltre, proprio per tali motivazioni, il problema dell’obsolescenza, è visto come uno dei più grandi fautori di rischio per l’impatto tecnologico sulla disponibilità e manutenibilità di sistemi del tipo sopra citato.
Il rischio finanziario, che, come si capisce, è anch’esso inevitabilmente associato a tale problematica, può meglio essere capito attraverso le seguenti affermazioni:
- “Obsolescence is also very expensive, costing the US Navy (USN) hundreds of millions of dollars each year. ” ‘1 (cfr. Appendix To pag. 154).
- “The Deputy under Secretary of Defence for Logistics (DUSD (l)) indicates that the average cost to redesign to (single) circuit card to eliminated obsolete components is $ 250.000.”2 (Cfr.Appendice To pag. 154).
- “The Electronic Industry Association (EIA) Manufacturing Operations and Committee Technology reported to cost range for redesign of $ 26,000 to $ 2 millions.”2 (Cfr. Appendix To pag. 154).
- “The (USA) Air Force is reprogramming obsolete $ 81 millions for the F-22 program to purchase or soon-to-be out-of-production parts and to redesign assemblies to accept commercial parts.”2 (Cfr. Appendix To pag. 154).
- “An avionic manufacturer for the commercial airlines spent obsolete $ 600,000 to replace an Intel chip. “2 (Cfr. Appendix To pag. 154).
“The F-16 program has spent $ 500 million to redesign an obsolete radars. “2 (Cfr. Appendix To pag. 154). - “In fiscal year 1997, the KC-130 F/R program spent $ 264,000 on to life-of-type (LOT) buy as to resolution for one obsolete logic device. ” 2 (Cfr. Appendix To pag. 154).
La natura, le cause e la gestione dell’obsolescenza dei componenti non è stata né considerata, né capita in pieno, sia nell’industria privata che in quella dei sistemi d’arma, fino a pochi anni fa, finché non si è capito che fenomeni di questo tipo avvenivano toppo spesso e costavano troppo per essere ignorati o essere risolti unicamente con un approccio reattivo attraverso azioni analoghe a quelle riportate nelle affermazioni precedenti.
3.1. Introduzione
Il problema dell’obsolescenza può investire qualsiasi attrezzatura o prodotto, soprattutto se molto complesso, in tutte le fasi del suo ciclo di vita; non è una problematica riguardante esclusivamente un solo tipo di item, ma può riguardare hardware, software, utensili, attrezzature di supporto o di test….Per questo motivo, la gestione delle obsolescenze (Obsolescence Management OM) non dovrebbe assolutamente essere ignorata né durante la fase di progettazione e sviluppo di un sistema (Acquisition Phase), né durante la fase di utilizzazione (Utilization Phase).
Come è facile intuire, i problemi relativi all’obsolescenza, hanno un impatto più severo su quei sistemi che presentano un ciclo di vita molto lungo, soprattutto se questi ultimi inglobano componenti con cicli di vita notevolmente più brevi.
E’ appunto questo il caso dei radar, come anche di tutti i sistemi d’arma e paramilitari.
Nella letteratura sviluppata in ambienti militari e paramilitari americani, dove il problema ha visto impegnati negli ultimi anni program managers, logisticians e item managers, l’obsolescenza viene comunemente indicata con l’acronimo DMSMS (Diminishing Manufacturing Sources and Material Shortage) e, nel Department of Defense Material Management Regulation 4140.1-R, viene definita come:
“The loss of, or the impending loss of, the last known supplier of an item or raw materials. DMSMS occurs when manufacturers of items or raw material suppliers discontinue production due to reasons such as rapid change in item or material technology, uneconomical production requirements, foreign sources competition, Federal environmental or safety requirements, or limited availability of items and raw materials used in the manufacturing process”. (Cfr. Appendice A pag. 154).
In altre parole, un problema di obsolescenza si presenta quando un item o un componente non è più disponibile perché non più prodotto dall’ultimo fornitore noto o dal original equipment manufacturer (OEM).
I motivi per cui tale fenomeno si verifica sono numerosi e differenti e, in alcuni ambienti produttivi, come quelli militari e paramilitari, molti di essi, fondano le proprie radici in avvenimenti storici che hanno cambiato le politiche produttive.
1: F. Haub, Managing materiel shortages the USN way, International defence review-extra, 01 september 1997.
2: Army Material Command, Diminishing manufacturing sources and material shortages, AMC-P5-23, United States Army Command, Alexandria, Virginia, 18 March 1999.
3.2. Background del problema
Per capire il problema dell’obsolescenza dei componenti e interpretarne le conseguenze, è necessario analizzare il mutamento delle problematiche relative ai trend di mercato degli ultimi trenta-quarant’anni.
Come detto nei paragrafi precedenti, qualsiasi item può essere affetto da DMSMD, ma, essendo tale fenomeno maggiormente evidente per i congegni elettronici, è bene soffermare l’attenzione sulle dinamiche che hanno interessato questo mercato: l’industria elettronica, infatti, è uno dei settori più dinamici dell’industria mondiale; per capire questa realtà basta pensare che, negli Stati Uniti, tale settore si è sviluppato, dal 1990 al 2000, con un tasso di crescita tre volte maggiore a quello relativo agli altri mercati.
Questa crescita così rapida, ha portato drammatiche conseguenze nel mondo dei dispositivi elettronici: cambiamenti come il voltaggio di alimentazione, la riduzione dell’ingombro o l’aumento nella velocità di esecuzione, sono ormai eventi che si verificano con cadenza quasi mensile.
Tale tendenza ha causato una drastica riduzione del ciclo di vita dei componenti di questa classe merceologica, in quanto, per rimanere competitivi in un mercato così dinamico e caratterizzato da una crescita talmente rapida, i produttori si sono visti costretti a mutare continuamente il proprio output, seguendo i dettami delle nuove tecnologie emergenti; estrema conseguenza di questo fenomeno, è che le parti elettroniche, che compongono un sistema complesso destinato ad una lunga vita operativa, hanno un ciclo di vita notevolmente più corto del prodotto che compongono. Un esempio qualitativo di quanto detto è illustrato nella figura successiva.
Figura 3.1: Disuguaglianza fra la lunghezza del ciclo di vita di un sistema complesso e quello dei componenti che lo costituiscono.3
È stato stimato, a riprova di quanto detto, che la produzione di circuiti integrati (IC) ha subito, nel 1998, un turn over nelle tecnologie usate di 34.000 (una media di 153 avvisi di dismissione al giorno)4.
Nella tabella successiva, ad ulteriore esempio, c’è una stima del tasso di introduzione medio di nuove generazioni di circuiti integrati sul mercato.
Tabella 3.1: Tasso medio di introduzione di nuove generazioni di circuiti integrati sul mercato.5
Dunque, uno dei primi driver che conducono allo stato di obsolescenza, è proprio il profitto, per l’azienda manifatturiera, che si può ricavare dalla produzione di un item utilizzando, al suo interno, una tecnologia piuttosto che con un’altra più vecchia: quando la produzione di un componente non è più economicamente conveniente, come sopra accennato, la linea produttiva ad esso dedicata viene dismessa e adattata alla fabbricazione di dispositivi più proficui.
Solo in questo modo, le industrie manifatturiere del settore, possono mantenere il proprio potere competitivo, inevitabilmente a discapito di chi, sicuramente la minoranza di un mercato tanto vasto, necessita di componenti vecchio stile.
Siccome le prime e più copiose applicazioni di tali dispositivi hanno interessato la produzione di sistemi d’arma e paramilitari, è utile analizzare, inoltre come sono cambiate, negli anni, le necessità di questi settori merceologici e dei relativi fornitori: la US Air Force è stata, infatti, una delle prime organizzazioni ad adottare la tecnologia dei circuiti integrati quando nel 1961 scelse di utilizzare computer che montavano chip di silicone.
Negli anni sessanta e settanta, il Dipartimento della Difesa Americano e la NASA divennero i maggiori consumatori mondiali di componenti elettronici e questo dava loro la facoltà di controllarne il mercato, imponendo specifiche e caratteristiche dei dispositivi.
Quello che è avvenuto in seguito, ovviamente, riprende le fila del discorso fin’ora portato avanti, anche se le motivazioni e lo scenario sono un poco differenti.
Significative per la comprensione degli eventi, potrebbero essere utili le seguenti affermazioni:
“During the 1970s, military requirements drove nearly all cutting-edge electronics research and development, and the military purchased about 35 percent of the industry’s output of semiconductor components.
By 1984, the military was purchasing only 7 percent of the total domestic semiconductor output.
But in spite of the reduced market share, military business was still desirable, The military still bought the most advanced and profitable chips and components, so most vendors continued to supply the military.
It was at this time, however, that the momentum began building to redesign military acquisition processes, in part to capitalise more effectively on the rapid developments in commercial electronics.
This well-intentioned movement ultimately failed to anticipate the fallout from the electronic industry’s explosive growth, which would significantly change the ground rules for manufacturers.
By the late 1990s, military purchasers confronted a commercial electronic base that was expanding exponentially.
Yet there was a lag in the understanding of how commercial growth would affect the manufacture of electronics at the component level.
By 2000 and future, the infrastructure available to support military electronics needs has eroded, the military is counting on legacy systems designed in the 1970s and 1980s to serve well the new century.
The US Army’s current roster of tanks and fighting vehicle is expected to be active until 2030, while the US Air Force expects to use its current bomber fleet until 2040.
The sever obsolescence problems experienced by these aging systems can’t be fixed by simple component replacement. Many components no longer are available. Those that remain available aren’t competitive in either cost or performance with products routinely used in the commercial arena.”6 (Cfr. Appendice A pag. 154).
A riprova di quanto detto nelle righe precedenti, basti pensare che, nel 1975, l’industria della difesa usufruiva del 17% del mercato dei semiconduttori, il quale ammontava a ben 4,2 miliardi di dollari; nel 1995 la percentuale era scesa allo 0,7% di un mercato stimato in 150 miliardi di dollari: la differenza era consumata, impietosamente, dall’industria commerciale7.
La domanda di specifici circuiti integrati per la difesa, era stata di gran lunga superata da quella per applicazioni commerciali, malgrado la sempre maggior complessità dei dispositivi impiegati in nuovi progetti militari.
È stato stimato che i produttori di computer, prodotti commerciali e di telecomunicazione, nel 2000, acquistarono ed utilizzarono ben il 93% dei componenti elettronici disponibili in quell’anno, mentre il settore aerospaziale militare e civile, ha assorbito solo lo 0,3 % del mercato8.
Tale fenomeno è ben illustrato nel grafico sotto riportato.
Figura 3.2: Il declino della presenza del settore militare nel mercato dei componenti elettronici.8
Un altro interessante prospetto della situazione, è fornito dalla figura successiva.
Figura 3.3: Proiezione storica del cambiamento nel mercato mondiale dei dispositivi a semiconduttore.9
Ad ulteriore riprova della scarsa presenza del settore militare nel mercato dei semiconduttori, nel 2001, la situazione era quella mostrata dalla figura seguente.
Figura 3.4: L’uso dei dispositivi a semiconduttore nei diversi segmenti di mercato nel 2001.10
Il settore commerciale delle telecomunicazioni e l’industria dei computer, dunque, sono attualmente i dominatori del mercato dei dispositivi tecnologici.
Nel tempo, dunque, il mercato dei componenti elettronici, per scopi militari, era diventato sempre meno attrattivo, mentre i costi di ricerca e sviluppo per nuove generazioni di dispositivi tecnologici crescevano; l’unico modo, quindi, per concretizzare un ritorno su tali investimenti, era servire il mercato di massa.
Il problema era ulteriormente aggravato dal fatto che dispositivi specifici per il settore militare dovevano essere prodotti seguendo specifiche adeguate (MIL-SPEC) che ne assicurassero l’affidabilità e le performance: questo, inevitabilmente, faceva crescere ulteriormente i costi iniziali di produzione.
A causa di questo, alla fine, i 12 fornitori del mercato di componentistica militare, tra cui Motorola, Intel e Philips, nei primi anni novanta, decisero di abbandonare tale tipo di produzione11.
D’altro canto, già negli anni ottanta, alla fine della guerra fredda, con la tendenza a ridurre le spese a scopo militare, negli Stati Uniti venne messa in atto una nuova politica chiamata Acquisition Reform, con la quale si stabiliva di preferire dispositivi rispondenti a specifiche commerciali a quelli costruiti secondo specifiche strettamente militari.
Tale iniziativa, venne poi formalizzata dal Segretario della Difesa William Perry che, il 29 giugno 1994, firmò la policy “Specifications and standards – A new way of doing business”, nella quale apertamente si promuoveva l’uso di dispositivi destinati al mercato commerciale al posto di quelli costruiti secondo i dettami MIL-SPEC.
In ultima analisi, questa congiunta tendenza dei produttori all’abbandono del servizio al mercato militare, per il perseguimento del profitto economico, e la flessibilità dei produttori di sistemi d’arma e paramilitari all’uso di componenti commerciali, sia perché costretti, sia per ragioni di convenienza economica ha del tutto esaurito il controllo delle industrie della difesa sul mercato dei semiconduttori e, di conseguenza, sui propri fornitori di dispositivi elettronici.
Tale fenomeno, insieme alle minori performance in termini di affidabilità dei dispositivi non costruiti su specifiche MIL-SPEC, ha portato queste industrie a dover fronteggiare problemi di obsolescenza sia nella fase di acquisizione, a causa dei lunghi tempi di progettazione e realizzazione, che, soprattutto, nella fase di supporto dei sistemi prodotti ed utilizzati.
Altro motivo per cui è indispensabile porre l’attenzione sui settori merceologici non commerciali, com’è anche accennato nella citazione precedente, tratta da “Aging military electronics: what can the Pentagon do?”, è la lunghezza del ciclo di vita dei sistemi prodotti ed utilizzati in tali campi.
E’ appunto questa una delle ragioni per cui, il supporto di sistemi d’arme, avionici o paramilitari è quello maggiormente colpito dall’insorgere di problemi di obsolescenza: il ciclo di vita dei sistema d’arma, per esempio, ha subito un notevole stiramento nel tempo, dovuto al lungo processo di acquisizione; esempi di quanto detto nella proposizione precedente sono riportati nella figura successiva, che mette in mostra come, il ciclo di vita previsto per alcuni sistemi d’arma, viene prolungato nel tempo.
Figura 3.5: Estensione del ciclo di vita di alcuni sistemi d’arma oltre il termine previsto per la dismissione12
A causa di questo, e del già lungo ciclo di vita dei sistemi sopramenzionati, ci si trova a dover fronteggiare l’insorgere dell’obsolescenza più volte durante la fase operativa dei prodotti di questo genere. Tale tendenza, considerando quanto detto sulla velocità con cui, sempre più col passare degli anni, vengono introdotte nuove generazioni di componenti sul mercato, ha raggiunto ormai ritmi vertiginosi e poco sostenibili dal punto di vista economico. Un esempio qualitativo di tali vicissitudini è mostrato nella figura sotto riportata, nella quale viene illustrato come, in soli dieci anni, gli interventi di upgrade necessari al supporto di un sistema complesso, con un ciclo di vita stimato in trenta anni, si siano triplicati.
Figura 3.6: Esempio di come notevoli problemi di obsolescenza insorgono durante il ciclo di vita di sistemi complessi sempre più frequentemente col passare degli anni.13
Un altro aspetto di notevole rilevanza e che interessa soprattutto sistemi complessi, riguarda l’insorgere dell’obsolescenza non nella fase di utilizzazione, bensì nella stessa fase di acquisizione. Tale fenomeno, più ricorrente di quanto si pensi, dipende sia dal lungo periodo di progettazione che sistemi di questo tipo necessitano, sia dalla mentalità poco propensa all’approccio proattivo all’obsolescenza e che, solo negli ultimi anni, sta subendo un certo mutamento: le policy che si sta cercando di far passare, facendole diventare routine nel modus operandi, infatti, prevedono lo sforzo verso la previsione dell’obsolescenza fin dalla fase progettuale.
3: W. T. Hartshorn, Obsolescence management process as a best practice, Obsolete parts leverage team roadshow.
4: Northrop Grumman, Best practice: component obsolescence management, Defensive Systems Division-Rolling Meadows, IL, 29 giugno 2001.
5: F. Haub, Managing materiel shortages the USN way, International defence review-extra, 01 settembre 1997.
6: Hamilton e Chin, Aging military electronics: what can the Pentagon do?, National Defence, marzo 2001.
7: L. Condra supportato da D. Followell, G. Houchens, J. Jenks, M. Koehler, Z. Porter, Minimizing the effects of electronic component obsolescence, Electronic products Boeing Information Space & Defence System, maggio 1998.
8: W. T. Hartshorn, Obsolescence management process as a best practice, Obsolete parts leverage team roadshow.
9: W. Lloyd, C. Condra, A. Amir Anissipur, D. Tennis Mayfield, G. Michael Peatch, Electronic components obsolescence, IEEE Transactions on components, packaging and manufacturing technology – Parte A, volume 20, n° 3, settembre 1997.
10: W.T.Hartshorn, Obsolescence management process as a best practice, Obsolete parts leverage team roadshow.
11: M. B. Wright, D. Humphirey, F. P. McCluskey, Uprating electronic component for use outside their temperature specification limits, IEEE Transactions on components, packaging and manufacturing technology, Part A, volume 20, n°2,giugno 1997.
12: R. C. Stogdill, Dealing with obsolete parts, IEEE Design Test Comput., volume 16, aprile-giugno 1999.
13: W.T.Hartshorn, Obsolescence management process as a best practice, Obsolete parts leverage team roadshow.
4. GESTIONE DELL'OBSOLESCENZA
La gestione dell’obsolescenza ha come scopo principale quello di garantire un supporto al sistema cost-effective durante il suo intero ciclo di vita: il fine, infatti, è quello di definire un trade-off fra le varie esigenze e di fornire un processo di gestione efficace.
Si dovrebbero definire, dunque, quelle azioni da mettere in atto al fine di prevenire o risolvere gli effetti dovuti ai problemi di DMSMS.
In maniera riassuntiva, posso dire che, tipicamente, i principali problemi da tenere in considerazione ed analizzare in un Obsolescence Management Plan (OMP) sono1:
- Considerare tutti i materiali in uso, senza badare al fatto che possano essere componenti sviluppati per uno specifico progetto all’interno dell’azienda (Make) o COTS;
- Perseguire il minor life cicle cost per il sistema supportato, tenendo in debita considerazione le sue performance, la sua disponibilità e la sua manutenibilità;
- Essere compatibile con le azioni di supporto già implementate e gli eventuali constraint della situazione;
- Essere robusto e flessibile in un ambiente caratterizzato da continui cambiamenti.
Alla luce di questo, quindi, la gestione delle obsolescenze dovrebbe essere considerata come un elemento della più ampia gestione dei rischi di un progetto.
Basandosi sull’esperienza e sull’analisi, inoltre, il Project Manager dovrebbe tenere in considerazione anche i seguenti aspetti della questione:
- Quale sarebbe l’impatto sulle prestazioni del sistema a causa di una mancanza di parti di ricambio ormai obsolete;
- Quale sarebbe il probabile costo di una prematura sostituzione di parti ormai obsolete o quello di altre azioni per aggirare il problema;
- Quale effettivamente è la probabilità che l’obsolescenza si manifesti.
Per analizzare questi ultimi aspetti del problema in maniera sintetica, si fa spesso ricorso ad un ausilio grafico che metta in relazione le tre variabili e permetta una visione globale della situazione.
Nella figura successiva viene, appunto, mostrato il sistema con cui si tenta la schematizzazione dei tre aspetti da considerare.
Figura 4.1: Schema per la classificazione del problema obsolescenze.
- L’Impatto dell’obsolescenza sul sistema;
- Il Costo della possibile risoluzione;
- La Probabilità con cui si verificherà l’obsolescenza.
Per ognuno di questi fattori si considerano tre livelli di occorrenza:
- Basso (Low);
- Medio (Medium);
- Alto (Hight).
Quindi, in base al risultato di questa analisi sui tre principali fattori di rischio, il Project Manager decide la strategia da perseguire.
In ultima analisi, il processo gestionale per il problema delle obsolescenze può essere schematizzato, in generale, nei seguenti passi.
- Identificazione/Verifica, a seconda dell’approccio che si decide di seguire, della parte obsoleta (per chiarimenti sull’approccio al problema Par.4.1);
- Analizzarne l’impatto sul sistema;
- Analizzarne l’impatto sulla logistica;
- Identificare soluzioni alternative;
- Identificare eventuali scorte disponibili presso rivenditori o fornitori;
- Identificare soluzioni ingegneristiche;
- Valutare le soluzioni alternative;
- Dare una priorità alle soluzioni e schedularle nel tempo;
- Trovare i fondi per realizzare le soluzioni ed implementarle effettivamente.
1: Defence Standard 00-71, Issue 2: Obsolescence Management, The Ministery of Defence, Directorate of Standardization, 27 gennaio 2001
4.1. Due approcci al problema
Parlando in maniera generale, si possono definire due differenti filosofie gestionali per fronteggiare il problema obsolescenze:
- Approccio reattivo: prevede di reagire al problema delle obsolescenza quando e se si manifesta;
- Approccio pro-attivo: prevede lo sviluppo e l’implementazione di un programma di gestione delle obsolescenze basato sulla previsione della data di obsolescenza.
Decidendo di perseguire l’approccio reattivo al problema dell’obsolescenza, dunque, si stabilisce di non fare nulla fino al momento in cui questo effettivamente si verifica.
Solitamente, questa strategia è perseguita quando l’analisi dei fattori di rischio, ovvero la stima contestuale di impatto sul sistema, probabilità di occorrenza e costo per la risoluzione, da come risultato la tripletta (low, low, low): infatti, dal punto di vista budgetario, essa non implica costi aggiuntivi in una prima fase, ma, nel momento in cui si va a risolvere il problema, ci si può trovare a dover fronteggiare un grosso esborso economico, quindi, un livello basso per il fattore di rischi costo rende le cose meno onerose.
Inoltre, la sicurezza di un livello basso anche per gli altri due fattori dell’analisi di rischio, rende la scelta di un approccio reattivo al problema meno azzardato.
Nei casi in cui l’impatto dell’obsolescenza sul sistema, la probabilità di occorrenza e il costo per la risoluzione non risultino poco rilevanti, si dovrebbe preferire un approccio pro-attivo all’obsolescenza: sarebbe opportuno, quindi, sviluppare ed implementare un programma di gestione delle obsolescenze che sia perseguito per l’intero ciclo di vita del sistema e che definisca le azioni da mettere in pratica.
Un aspetto importante di questo modus operandi è il monitoraggio delle obsolescenze: con quest’espressione si intende il continuo tener sotto osservazione i componenti e i materiali che vengono coinvolti nel processo produttivo o di supporto al sistema; inoltre, nel momento in cui una parte risulta obsoleta o, nel più auspicabile dei casi, quando si prevede che lo diventerà a breve, ci si impegna per ricercarne l’alternativa o comunque l’azione risolutiva adatta.
Siccome la pratica sopra descritta è fonte di costi, si cerca di limitare tale attività ai casi in cui essa è estremamente utile, cioè, soprattutto nelle seguenti situazioni:
- Per quei sistemi in cui il costo della risoluzione delle obsolescenze è elevato;
- Per quei componenti per i quali è noto un solo fornitore;
- Per quei componenti che rivestono un ruolo critico per la sicurezza del sistema.
A tale proposito, è utile dire che esistono numerosi tool commerciali e banche dati che collezionano e mettono a disposizione, ovviamente a pagamento, questo tipo di informazioni.
2: Group on standardization on material and engineering practices (AC/301), STANAG 4597(Edition 1)-Obsolescence management, 17 marzo 2003.
4.2. Risposte all’obsolescenza
Qui di seguito sono elencate una serie di azioni atte a risolvere il problema delle obsolescenze: alcune rispecchiano la strategia reattiva, altre quella proattiva3.
È necessario sottolineare che la loro implementazione non prevede assolutamente una mutua esclusione: in alcuni casi, infatti, può risultare più efficace mettere in atto un action plan che preveda un mix di alcune di esse.
- Fonti alternative (aftermarket manufacturer/ suppliers): le aftermarket manufacturer sono aziende che hanno rilevano le linee di produzione e i relative diritti dagli original equipment manufacturer (OEM) al fine di mantenere in vita la produzione di un item altrimenti obsoleto. Gli aftermarket suppliers cono invece ditte che scelgono di acquistare e tenere a magazzino componenti obsoleti e rivenderli ad un prezzo maggiorato a chi ne manifesta la necessità.
- Sostituzione di parti (Replacement parts): questa alternati-va, tipicamente reattiva, richiede l’analisi delle caratteristiche dell’item obsoleto e la ricerca di un dispositivo simile in FFF (Form, Fit, Function) che non degradi le performance del sistema a causa delle differenze. Può capitare che si trovi un componente perfettamente uguale, oppure uno che ha bisogno di qualche adattamento.
- Emulazione: è il processo tramite il quale si cerca di riprodurre un componente ormai obsoleto, mantenendone le qualità in termini Form, Fit, Function, ma utilizzando la tecnologia disponibile allo stato dell’arte. Anche in questo caso si parla di un azione correttiva di stampo reattivo.
- Life of Type (LOT) Buy, anche detto Lifetime Buy o Last Buy: prevede l’acquisto di una quantità sufficiente dell’item obsoleto per soddisfare il piano produttivo e il supporto dei sistemi già in fase operativa fino alla fine del loro ciclo di vita. Prevedere la domanda futura del dispositivo in questione non è sempre una cosa semplice: solitamente si basa su una stime della domanda e sui dati riguardanti l’affidabilità e la mortalità del componente. Un altro aspetto problematico dell’azione di last buy è il lungo tempo di immagazzinamento, sia dal punto di vista dell’immobilizzazione di capitali, sia per la shelf life degli item. In ogni caso, il ricorso a tale azione consente di evitare i problemi di IPR (Intellectual Property Rights) specialmente per componenti complessi, moduli o sottoassiemi. In ultima analisi, un last buy è consigliato nei seguenti casi:
Quando è nota, grazie ad una notifica del produttore, o si riesce a prevedere la data di obsolescenza;
Quando la fine del ciclo di vita del sistema da supportare non è troppo lontana nel tempo.
Il lifetime buy è un’azione annoverata fra quelle proattive. Fra le azioni di last buy, si può includere anche quella di Bridge Buy con la quale si realizza un acquisto di una quantità sufficiente di item per supportare sistema e piano produttivo fino ad una azione di redesign. - Riprogettazione: spesso, anziché effettuare un lifetime buy o la sostituzione di parti non FFF, che necessitano comunque uno sforzo adattativo, si preferisce riprogettare una parte, più o meno estesa del sistema, senza però alterare le sue funzionalità.
- Inserzione tecnologica: azione con la quale si cerca di fronteggiare il rapido sviluppo della tecnologia al fine di porre rimedio all’inevitabile insorgere dell’obsolescenza. L’elemento fondamentale è l’introduzione di una nuova tecnologia in un progetto preesistente, in modo da migliorare, contemporaneamente alla risoluzione problema di DMSMS, le funzionalità del sistema. Se implementata in maniera efficace, l’inserzione tecnologica e la principale azione proattiva per contrastare l’obsolescenza. Spesso, oltre ad azioni di questo tipo per porre rimedio all’imminenza di DMSMS, azioni di upgrades vengono sistematicamente programmate nel corso del ciclo di vita del sistema: è il caso per esempio di un midlife-upgrade.
- Reverse Engineering: processo per mezzo del quale si realizza un’esatta replica dell’item originale, attraverso lo studio della composizione effettiva di quest’ultimo e l’utilizzo di dati tecnici.
- Cannibalizzazione (Reclametion): utilizzo di altri sistemi analoghi, e non più economicamente riparabili, a quello da supportare come fonte di parti di ricambio per sopperire alla necessità dei componenti obsoleti.
Nella tabella successiva, verranno mostrate le caratteristiche di costo ed efficacia delle azioni correttive fin qui descritte4.
| Azione risolutiva | Impatto di costi non ricorrenti | Impatto di costi ricorrenti | Durata dell’effetto |
| Fonti alternative | Potenzialmente alto. | Potrebbe essere necessaria una riqualificazione. | Temporaneo se il mercato alternativo ha le stesse caratteristiche del principale. |
| Sostituzioneparti | Basso, ma potrebbe richiedere riqualificazione. | Basso. | Temporaneo se il mercato alternativo ha le stesse caratteristiche del principale. |
| Emulazione | Alto essendo necessaria sia un redesign che una riqualificazione. | Minimo. | Dipende dalla relazione obsolescenza/non disponibilità. Se la non disponibilità è causata dall’obsolescenza tecnologica è una soluzione a lungo termine. |
| Life of Type Buy | Moderato. | Minimo. Potrebbe essere ancora più basso facendo economie di scala. | Lungo termine se i calcoli sulla disponibilità sono corretti. |
| Riprogettazione | Alto. | Alto. | Può essere a lungo termine se i componenti che si è deciso di utilizzare non sono alla fine del loro ciclo di vita. |
| Inserzionetecnologica | Varia a seconda dei casi. Potrebbe richiedere riqualificazione e retesting. | Varia a seconda dei casi. Potrebbe richiedere riqualificazione e retesting | Lungo termine. |
| Reverse Engineering | Alto. Potrebbe essere richiesta una riqualificazione. | Basso. | Dipende dalla relazione obsolescenza/non disponibilità. Se la non disponibilità dipende dalla dimensione del mercato è un’azione a breve termine. |
| Cannibalizzazione | Basso. | Basso. | Breve durata. |
Tabella 4.1: Caratteristiche delle varie azioni per fronteggiare l’obsolescenza.
Per costi non ricorrenti si intende quei costi da supportare una tantum per implementare l’azione correttiva corrispondente, come i costi di riqualificazione, di redazione della nuova documentazone e di ridefinizione delle procedure di test.
L’esperienza industriale ha mostrato che le azioni correttive maggiormente utilizzate per rispondere ad un problema di DMSMS sono5:
- La sostituzione di parti con altre simili non perfettamente FFF (Replacement parts);
- Life of type buy;
- Bridge buy/ Redesign;
- Emulazione.
Nella seguente illustrazione, viene riportata la suddivisione in percentuale del ricorso a tali soluzioni.
Figura 4.2: Percentuale con cui si ricorre alle più frequenti soluzioni per il DMSMS.
Come si vede, si ricorre alla riprogettazione solo in pochi casi, a causa degli elevati costi ad essa collegati.
Le soluzioni maggiormente adottate sono la sostituzione di parti e il Life of Type Buy.
3: DMSMS Case Resolution Guide, Air Force Material Command DMSMS Program, 15 luglio 1998.
4: Diminishing Manufacturing Sources and Material Shortage Management Practies, GEB 1, EIA Engeneering Bulletin, 15 luglio 2000.
5: Porter G. Z. (Boeing Commercial Aircraft Company), Strategies for obsolescence management in the new mil-lennium, dagli atti della DMSMS Conference 1999.
5. IL PROBLEMA DELLA PREVISIONE DELL'INSORGERE DELL'OBSOLESCENZA
- 5.1. Il ciclo di vita dei componenti elettronici
- 5.2. Metodo di previsione del ciclo di vita dei dispositivi elettronici
- 5.3. Riflessioni conclusive
Da quanto detto fin’ora, si è capito che l’insorgere di un problema di obsolescenza può causare un notevole impatto economico, finanziario e tecnologico, sia nella fase di acquisizione, che in quella di utilizzazione di un sistema complesso.
Per molto tempo, si è guardato a questa realtà con un’ottica di tipo reattivo: si prendeva in considerazione che un componente poteva diventare obsoleto, solo nel momento in cui tale possibilità si concretizzava e, solo allora, si correva ai ripari.
Col passare degli anni, nello sviluppo di metodologie, software e database, che avessero a che fare con la gestione delle obsolescenze dei componenti, molta enfasi è stata posta sulla previsione di questa e sulle azioni che avrebbero potuto mitigare il fenomeno nel momento in cui questo si fosse palesato.
Anche se non c’è nulla da obbiettare alla tendenza ad ottimizzare l’applicazione di metodi reattivi, sicuramente molto più efficace ed efficiente è il protendere verso filosofie risolutive pro-attive: la sfida che sta stimolando l’ambiente della ricerca negli ultimi anni, infatti, consiste nel fornire ai progettisti strumenti per prevedere la disponibilità o meno dei componenti da inserire nel progetto, durante tutto il ciclo di vita del sistema in fase di progettazione.
Fondamenta di tali previsioni, sono i cicli di vita degli stessi componenti su cui si sofferma l’analisi: è di fondamentale importanza, infatti, stabilire la permanenza di un determinato dispositivo sul mercato e, soprattutto, per quanto tempo ancora quest’ultimo sarà disponibile per un potenziale acquirente.
5.1. Il ciclo di vita dei componenti elettronici
La maggior parte dei componenti elettronici passa attraverso diverse fasi del ciclo di vita alle quali corrispondono differenti caratteristiche.
Quando si ha a che fare con questo tipo di dispositivi, sia perché bisogna fare una scelta progettuale, sia perché ci si trova a dover supportare un sistema che incorpora tali parti, è bene sapere in che fase della vita questi si trovino e per quanto tempo vi rimarranno.
L’Electronic Industries Association (EIA), al fine di fornire uno standard a cui le industrie operanti nel settore dell’elettronica potessero riferirsi, definisce queste fasi nel modo seguente1:
- Introduzione: E’ la prima fase del ciclo di vita del prodotto, nella quale le industrie produttrici possono soddisfare solo un mercato limitato, in quanto, a causa dei fenomeni legati ai processi di apprendimento (frequenti modifiche e attrezzature non specializzate), i volumi prodotti sono ancora piccoli; a causa di questo e degli esborsi finanziari iniziali, il prezzo di vendita, in questa fase, è elevato. La probabilità di obsolescenza per i componenti nella fase introduttiva e relativamente alta (circa il 10%). Per questo motivo, quando si pensa di scegliere una componente in fase introduttiva per un progetto, deve sempre essere fatta un’analisi del rischio.
- Crescita: I dispositivi che superano la fase introduttiva, entrano in quella di crescita che è caratterizzata da una crescita rapida delle vendita, seguita da una riduzione del prezzo di vendita fattibile grazie alle economie di scala; questo avviene anche per contrastare un gran numero di industrie concorrenti che cercano di entrare nel mercato attratte dalla opportunità di guadagno. La probabilità di obsolescenza decresce rapidamente durante questa fase, anche se un’analisi di rischio e una valutazione accurata dei costi e dell’affidabilità devono essere svolte prima di scegliere un componente in questa fase, da incorporare in un nuovo progetto.
- Maturità: In questa fase le vendite raggiungono il loro massimo; il dispositivo è caratterizzato da un’elevata qualità, garantita anche dalla sua stabilità progettuale. In questo periodo, molti concorrenti, attratti dai bassi costi di produzione, possono entrare sul mercato; può accadere, inoltre, che alcune industrie già presenti in esso decidano di spostare la produzione verso aree geografiche dove questa è più economica. La probabilità di obsolescenza, in questa fase, è al suo minimo. Per questo motivo e per l’alta qualità, i dispositivi maturi sono fortemente raccomandati per essere introdotti in nuovi progetti.
- Saturazione: Le vendite dei componenti in questa fase iniziano a declinare, mentre le industrie leader nel settore iniziano a dedicare i loro sforzi nello sviluppo di nuove tecnologie. La probabilità di obsolescenza inizia lentamente ad aumentare. I dispositivi in questo momento del ciclo di vita sono molto convenienti per il breve termine.
- Declino: A questo punto del ciclo di vita, il volume di vendita dei dispositivi cala notevolmente e rapidamente sia per cause sociali e ambientali, sia per l’introduzione di nuove tecnologie che rendono disponibili componenti più convenienti o semplicemente migliori. In questa fase si osserva l’abbandono del mercato da parte delle industrie leader e l’esigua restante produzione è supportata da quelle imprese che sono in ritardo tecnologico. Ovviamente, la probabilità di obsolescenza cresce rapidamente e, per tale motivo, i dispositivi in tale momento del ciclo di vita devono essere evitati in nuovi progetti.
- Phase-out: A questo punto della vita di un componente le vendite e la capacità di servire il mercato raggiungono il più basso livello, finché le linee produttive non vengono dimesse del tutto. Generalmente, i fornitori mandano un avviso di imminente cessazione della produzione suggerendo, in molti casi, un’alternativa al componente non più disponibile.Il ciclo di vita dei dispositivi elettronici, in accordo con quanto stabilito dalle EIA, può essere dunque schematizzato come nella figura seguente.
In essa vengono anche riportate alcune caratteristiche quali il prezzo, il volume di vendita, l’uso del componente in questione, le parti modificate, il numero di aziende concorrenti fra loro e il profitto che ricavano i produttori. Per ognuna di tali caratteristiche, poi, è indicato un livello relativo ad ogni fase del ciclo di vita del prodotto. In altre pubblicazioni2 la suddivisione della curva a campana, rappresentativa del ciclo di vita di un dispositivo, viene vista in maniera un po’ diversa: vengono, infatti, modificate le estensioni di alcune fasi di questo e proposta l’introduzione di altre suddivisioni dell’intervallo temporale in cui un componente resta sul mercato.
Più nel dettaglio, le modifiche sopra accennate sono:
- La fase di Maturità comprende quelle che nello standard EIA viene diviso in maturità e saturazione.
- Viene aggiunta la fase di Dismissione e Obsolescenza successiva alla fase di phase-out e definita come quel periodo in cui i produttori smettono di processare il dispositivo in esame e quest’ultimo resta disponibile sul mercato per un periodo limitato di tempo solo se una fonte aftermarket decide di acquistare gli stock disponibili. Dunque una parte diventa obsoleta quando la tecnologia con la quale è prodotta non è più implementata, per cui possiamo dire che l’obsolescenza avviene a livello di tecnologia, mentre la dismissione avviene a livello di part number.
Una schematizzazione qualitativa di quest’altro approccio al ciclo di vita di un dispositivo è fornito dalla seguente figura.
Figura 5.2: Curva del ciclo di vita di un dispositivo elettronico3
Nello stesso articolo vengono evidenziate alcune anomalie che possono riscontrarsi nel ciclo di vita di alcuni dispositivi elettronici.
Viene specificato che non tutti i componenti passano attraverso le sei fasi evidenziate nella Fig. 5.1, ma alcuni possono subire una “morte prematura”, dopo un falso start-up, altri possono trovare spazio vitale in un mercato di nicchia; può succedere ancora che alcuni dispositivi vengano rivitalizzanti dopo la fase di declino.
Le possibilità che tali anomalie si verifichino effettivamente, tuttavia, sono molteplici e funzione sia di contingenze economiche che socio-ambientali.
Per esempio, un falso start-up si può verificare per quei componenti destinati ad un lungo periodo di crescita solo per poi “morire” a causa di uno o più dei motivi seguenti:
- Introduzione di un migliore dispositivo concorrente;
- Il miglioramento di un dispositivo concorrente;
- Individuazione di un problema associato con il dispositivo;
- Il non raggiungimento di un volume di vendita tale da permettere economie di scala;
- Mancanza di un’unica e preponderante applicazione del dispositivo.
Quei componenti che si ritagliano un mercato di nicchia; poi, hanno, solitamente, un’unica applicazione e per questo non raggiungono mai elevati volumi di vendita.
Un altro caso degno di nota riguarda la rivitalizzazione di un componente dopo la sua fase di declino definendo nuovi segmenti di mercato, nuove applicazioni o semplicemente creando una nuova immagine per il prodotto.
Esempi di anomalie nel ciclo di vita dei componenti elettronici sono schematizzati nella figura successiva.
Figura 5.3: Anomalie nel ciclo di vita dei dispositivi elettronici4
1: Given Product life cycle model, American Standard ANSI/EIA-724, 19 september 1997.
2: M. Pacht and D. Das, The electronic part life cycle, IEE Transactions on Components and Packaging Technologies, vol. 23, n° 1, Marzo 2000.
3: M. Pacht and D. Das, The electronic part life cycle, IEE Transactions on Components and Packaging Technologies, vol. 23, n° 1, Marzo 2000.
4: M. Pacht and D. Das, The electronic part life cycle, IEE Transactions on Components and Packaging Technologies, vol. 23, n° 1, Marzo 2000.
5.2. Metodo di previsione del ciclo di vita dei dispositivi elettronici
Il metodo tradizionale per la previsione del ciclo di vita dei componenti elettronici, è basato su un approccio score-card, nel quale la fase della vita, in cui si trova un dispositivo, si determina attraverso un array di attributi tecnologici: ad ogni attributo sono conferiti un codice, relativo al ciclo di vita, compreso fra uno e sei (in accordo con le fasi individuate da Pecht e Das: uno per la fase introduttiva e sei per la fase di dismissione ed obsolescenza), e un peso.
La fase in cui si trova il dispositivo si determina facendo una media pesata dei codici relativi al ciclo di vita degli attributi.
La pecca di questo metodo è il fatto che esso non considera gli effettivi andamenti del mercato, in quanto si basa su attributi tecnologici non quantificabili come la complessità tecnologica e su attributi effimeri di mercato come l’uso.
Inoltre fonda le sue radici nell’erronea assunzione che tutti gli IC (Integrated Circuit) seguono lo stesso ciclo di vita e che tutte le fasi di questo abbiano la stessa lunghezza.
Un altro approccio si fonda su un “fattore di affidabilità” che serve per individuare una “finestra temporale di sicurezza” nella quale il componente può essere usato tranquillamente.
Questo metodo usa fattori tecnologici e di mercato di dispositivi simili a quelli per cui è necessaria la previsione di obsolescenza; non prende in considerazione, quindi, il ciclo di vita né permette di individuare la fase di esso nella quale si trova il componente.
Infine, un metodo di previsione che ottemperasse alle carenze descritte per gli approcci alla previsione pregressi, fu proposto da Sanborn, Solomon e Pecht nel 2000: questo nuovo modus operandi permette di disegnare la curva a campana, basando la previsione su dati di vendita passati e caratteristiche proprie del componente. I passi da seguire per ottenere le informazioni volute sono:
Figura 5.4: Flusso logico alla base del modello previsionale di Sandborn, Salomon e Pecht.
Nel dettaglio, sono così sviluppati:
- Identificazione della classe tecnologica a cui appartiene il dispositivo: Una classe tecnologica è un insieme di congegni che condividono caratteristiche tecniche e funzionali, ma che possono essere prodotti da diverse imprese.
- Individuazione dell’attributo primario e di quelli secondari: il primo è una caratteristica che definisce una classe tecnologica, mentre i secondi sono attributi che possono modificare la fase del ciclo di vita e dunque il momento dell’ obsolescenza di una classe tecnologica. Un esempio di classi tecnologiche e di rispettivi attributi primari e secondari viene riportato nella tabella seguente.
Tabella 5.1: Esempi di classi tecnologiche con relativi attributi primari e secondari
Determinazione del numero di fonti per il dispositivo in esame; se non si riesce ad identificare alcuna industria produttrice, il componente è già obsoleto.
Raccolta dei dati di vendita riguardanti l’attributo primario della classe tecnologica .Se una classe tecnologica comprende dispositivi individuati da più valori per l’attributo primario, dunque, si dovranno ricercare i trend di vendita per ciascuno di essi. Se si è interessati ad un dispositivo in particolare, basterà collezionare i dati di vendita relative al suo valore di attributo primario. Un esempio di quello che si potrà ottenere con la ricerca è mostrato nella figura seguente, in cui sono riportati i dati di vendita per una flash memory il cui attributo primario è la dimensione misurata in megabit (M).
Figura 5.5 :Dati di vendita per una flash memory, relativi ai diversi valori che l’attributo primario della classe (dimensione della memoria) assume.
La raccolta dei dati di vendita relativi a tutti i valori che assume l’attributo primario, che identificano i vari dispositivi appartenenti ad una classe, è utile quando si è interessati alla previsione del ciclo di vita di un dispositivi, appartenente alla stessa classe, ma con valore di attributo primario differente da quelli per cui si hanno notizie: dai trend trovati, infatti, si estrapolano l’anno dei picchi di vendita e si calcolano le deviazioni standard, attraverso il calcolo dello scarto quadratico medio, se si ottiene nel seguente modo:
![]()
n = Numero di osservazioni, cioè numero di dati disponibili;
xi = Valore dell’i-esimo dato;
= Media campionaria;
Pi = = Frequenza relativa dell’i-esima osservazione.
Attraverso questi dati, facendo riferimento alle statistiche nella Fig. 5.5, si possono ottenere grafici del tipo in Fig. 5.6 e 5.7, da cui, attraverso estrapolazione, si riescono a trovare le espressioni matematiche della media e della deviazione standard, in funzione dell’attributo primario della classe.
Figura 5.6: Trend degli anni in cui si hanno i picchi di vendita per la flash memory8.
Figura 5.6: Trend degli anni in cui si hanno i picchi di vendita per la flash memory8.
Quest’approccio può essere usato anche per dispositivi che non sono ancora in commercio, ma per i quali si conosce la classe di appartenenza e il valore che assumerà l’attributo primario.
Costruzione della curva rappresentativa del ciclo di vita del dispositivo appartenente alla classe tecnologica in questione e identificato dall’attributo primario per cui si è interessati alla previsione. Il profilo della curva è modellato secondo una gaussiana che segue l’equazione:
La curva è la rappresentazione grafica delle unità vendute nel tempo, la media µ della curva è l’istante temporale (anno) in cui si è verificato il picco nelle quantità vendute, il parametro k è il picco di vendita misurato in unità vendute; se tale valore è la percentuale delle unità vendute, la funzione descrive l’andamento della percentuale di vendita nel tempo. La variabile x e il tempo in anni .
Determinazione della zona di obsolescenza in base all’attributo primario: quando questo metodo venne pubblicato nel 2000, la zona di obsolescenza era definita come:
![]()
Il fattore p è la data corrente in cui si fa la previsione.
Il risultato sarà una curva del tipo in figura.
Figura 5.8: Curva rappresentativa del ciclo di vita di un dispositivo, identificata da media µ e deviazione standard s9.
Le fasi del ciclo di vita sono definite nel seguente modo:
- Introduzione = ;
- Crescita = ;
- Maturità = ;
- Declino = ;
- Phase-out = .
Modifica della zona di obsolescenza in base agli attributi secondari. La stessa previsione si sviluppa per ogni attributo secondario; se l’anno in cui inizia la zona di obsolescenza per almeno uno di questi ultimi cade entro la finestra vitale del ciclo di vita relativo all’attributo primario (cioè in ), allora, la zona di obsolescenza individuata per il generico dispositivo deve essere modificata. Nella tabella seguente è riassunto l’algoritmo per effettuare tale modifica.
Tabella 5.2: Algoritmo per modificare la zona di obsolescenza in base agli attributi secondari della classe tecnologica.
Nella Tab.5.2, con j si è indicato il j-esimo attributo secondario, con µj la media relativa al suo ciclo di vita e con sj, la deviazione standard ad esso relativa. In un recente articolo10, Sandborn, Mauro e Knox, hanno proposto una modifica a questo tipo di previsione della finestra di obsolescenza: suggeriscono che la specificazione della finestra di obsolescenza dipenda dalle regole di business dello specifico fornitore e della specifica parte.
Il percorso logico da seguire in questa versione rivisitata del metodo di previsione è il seguente: per ogni dispositivo, i dati relativi alla data dell’ultima ordinazione sono registrati e classificati dal produttore.
Ogni istanza della parte, nella classificazione dei dati, ha un valore dell’attributo primario, per il quale si possono ricavare i parametri µp e sp con il metodo sopra descritto; l’ultima data di ordinazione dell’istanza della parte, viene ora normalizzata in relazione all’anno del picco di vendita µp.
Tale procedura viene ripetuta per ogni istanza della parte, per cui si sta conducendo l’analisi dell’obsolescenza, ordinata e per ogni fornitore.
Il passo successivo è quello di riassumere tali date normalizzate in un istogramma, dal quale sarà, poi, estrapolata una gaussiana e i rispettivi parametri µlo e slo.
La finestra di obsolescenza è fornita, secondo quanto affermato dall’articolo, dall’espressione:
![]()
Dove x indica il livello di confidanza desiderato:
x=1 consente un livello di confidenza del 68%;
x=2 consente un livello di confidenza pari al 95%.
5.3. Riflessioni conclusive
Un uso di successo dei tool presenti sul mercato per la previsione delle obsolescenze, fonda la sua validità sull’assunzione che tale previsione sia spesso attualizzata; inoltre, essa diventa più accurata, man mano che ci si avvicina alla effettiva data di obsolescenza. Questo implica, che il valore delle previsioni, dipende, in gran parte, dall’abilità dell’organizzazione ad istituire un continuo monitoraggio del mercato e, i risultati ottenibili da tali informazione, fanno affidamento nella bravura a fronteggiare, in maniera rapida, l’insorgere di un problema di obsolescenza. Sfortunatamente, più ci si avvicina al momento in cui tali problemi insorgeranno, meno efficace sarà l’averne predetto la data: questo, infatti, rende vani, o poco utili, gli sforzi protesi a mettere in atti interventi preventivi per contrastare il fenomeno obsolescenza.
Il metodo di previsione, descritto nelle pagine precedenti, viene presentato, dagli autore degli articoli su di esso incentrati, come un passo verso la disponibilità di una previsione effettivamente efficiente, supportata da limiti di confidenza quantificabili.
5: R. Solomon, P. Sandborn, M. Pecht, Electronic part life cycle concepts and obsolescence forecasting, IEE Transactions on Components and Packaging Technologies, vol. 23, n° 4, dicembre 2000.
6: R. Solomon, P. Sandborn, M. Pecht, Electronic part life cycle concepts and obsolescence forecasting, IEE Transactions on Components and Packaging Technologies, vol. 23, n° 4, dicembre 2000.
7: P. Sandborn, F. Mauro, R. Knox, A data mining based approach to electronic part obsolescence forecasting, Atti dalla conferenza sul DMSMS 2005.
8: P. Sandborn, F. Mauro, R. Knox, A data mining based approach to electronic part obsolescence forecasting, Atti dalla conferenza sul DMSMS 2005.
9: R. Solomon, P. Sandborn, M. Pecht, Electronic part life cycle concepts and obsolescence forecasting, IEE Transactions on Components and Packaging Technologies, vol. 23, n° 4, dicembre 2000.
10: P. Sandborn, F. Mauro, R. Knox, A data mining based approach to electronic part obsolescence forecasting, Atti dalla conferenza sul DMSMS 2005.
6. ANALISI DI UN APPROCCIO INNOVATIVO: MITIGATION OF OBSOLESCENCE COST ANALYSIS (MOCA)
- 6.1. Un tool di nuova generazione
- 6.2. Input e output del MOCA
- 6.3. Flusso logico alla base del MOCA
- 6.4. Un caso applicativo
Idealmente, per far fronte ai numerosi problemi di obsolescenza, che affliggono i sistemi elettronici con una lunga vita operativa, c’è bisogno di una metodologia, supponendo che sia possibile prevedere l’obsolescenza dei componenti di tali sistemi, che determini quale sia il momento migliore per effettuare una riprogettazione e quale sia il mix vincente di azioni da implementare e durante quest’intervento, e per tutta la fase di utilizzo del sistema.
Gli obiettivi di un piano di sopportabilità con tali intenti dovrebbero essere1:
- Quando attuare la riprogettazione o il design refresh;
- Quali parti presenti nel sistema, ed ormai obsolete, conviene sostituire in una determinata riprogettazione o in un design refresh, piuttosto che continuare a supportarle con altre strategie per mitigare l’effetto dell’obsolescenza;
- Quali parti presenti nel sistema, pur non essendo ancora obsolete, conviene sostituire in un determinato intervento di riprogettazione o design refresh.
Inoltre, come accennato nel capitolo precedente, è sicuramente degno di merito sforzarsi per una ottimizzazione delle pratiche reattive al problema obsolescenza, ma l’obiettivo che si sta cercando di perseguire da alcuni anni, nell’ambito della ricerca in materia, è quello di sviluppare un approccio proattivo che permetta una risoluzione sicuramente più efficace del problema obsolescenza. Alcuni fra i principali motivi per preferire un approccio che permetta la previsione dell’obsolescenza il più presto possibile, sono i seguenti2:
- Una più accurata allocazione del budget fin dalla fase di acquisizione;
Linee guida, su come i sistemi saranno modificati negli interventi di riprogettazione, più precise; - Disponibilità operazionale sicuramente migliorata;
- Facoltà di considerare l’impatto delle azioni correttive, quando queste vengono decise;
- Possibilità di rendere condivisibili alcune soluzioni per più sistemi o applicazioni;
- Capacità di effettuare strategie per migliorare le performance del sistema.
Si rende necessario a questo punto un piccolo excursus volto a puntualizzare la terminologia frequentemente presente nelle frasi successive e a cui si è già ricorso nei precedenti discorsi: nei paragrafi successivi, infatti, verrà spesso usata l’espressione design refresh; in molti articoli scientifici, la precedente formula viene spesso utilizzata in maniera intercambiabile con il termine riprogettazione, ma bisogna sottolineare la differenza formale che esiste fra le due situazioni3.
Design refresh, quando usato in maniera rigorosa, si riferisce alle azione che sono necessarie, ovvero “have to be done”, affinché le funzionalità del sistema su cui si opera rimangano inalterate e disponibili; con il termine riprogettazione o inserzione tecnologica si identificano le revisioni del sistema volte all’inclusione di nuove tecnologie che possano accrescere le funzionalità dello stesso o semplicemente mantengano le pregresse sue funzionalità, già implementate con tecnologie precedenti, ossia azioni che “want to be done”.
6.1. Un tool di nuova generazione
Una metodologia che tenta di perseguire gli obiettivi anticipati nel paragrafo precedente, e la sua implementazione, il MOCA (Mitigation Of Obsolescence Cost Analysis), sono stati sviluppati nella sede del CALCE Consortium (Computer Aided Life Cycle Engineering) all’Università del Maryland, come parte del progetto Air Force Electronic Part Obsolescence Iniziative.
Tale approccio, basandosi su proiezioni future, esigenze manutentive e previsioni di obsolescenza, determina l’impatto sui costi per supportare il ciclo di vita di un sistema elettronico con vita long-field.
Basato su un’accurata analisi dei costi, il MOCA determina il piano di riprogettazione migliore, dal punto di vista economico, per supportare questo tipo di sistemi nella loro lunga vita operativa: confronta, infatti, diverse azioni atte a mitigare l’effetto dell’obsolescenza, ne simula l’effetto economico sul sistema e determina un action plan da implementare per supportare il sistema nel tempo, attuando il mix di misure correttive ritenuto cost-effective.
In particolare, il piano che il tool fornisce consiste in una lista di interventi di riprogettazione, le attività da svolgere in ciascuno e le date a cui effettuarli.
La filosofia sulla quale si basa la metodologia sviluppata, segue la logica di mettere in pratica una certa azione correttiva a breve termine, come per esempio un last time buy o la ricerca di fornitori alternativi, nel momento in cui si verifica l’obsolescenza, nell’attesa che la riprogettazione sia implementabile.
Ovviamente si prende anche in considerazione l’eventualità di un life time buy che possa ottemperare alle esigenze future.
Nella figura successiva, viene mostrato lo sviluppo concettuale, nel tempo, di tale approccio4.
Figura 6.1: Timeline di un design refresh planning fornito dal tool MOCA.
Per semplicità, tale timeline si riferisce ad una sola parte o sottoparte del sistema, ma, nel caso applicativo reale, bisogna pensare a numerosi processi del genere condotti in parallelo.
Il tool MOCA è implementato in JAVA.
1: P. Sandborn, P. Singh, Forecasting technology insertion concurrent with design refresh planning for COTS-based electronic systems, Proc. Reliability and Maintainability Symposium, Arlington, VA, gennaio 2005
2: P. Sandborn, Beyond reactive thinking – We should be developing pro-active approaches to obsolescence management too!, DMSMS Center of Excellence Newsletter, volume 2, Issue 3, giugno 2004.
3: Herald, T.E., Technology refreshment strategy and plan for application in military systems – A “how-to systems development process” and linkage with CAIV, dagli atti della National Aerospace and Electronics Conference (NAECON), 2000.
4: P. Sandborn, P. Singh, Determining optimum redesign plans for avionics based on electronic part obsolescence forecasts, Society of Automotive Engineers, Inc., 2002.
6.2. Input e output del MOCA
- Gli input richiesti dal software per realizzare la previsione dei costi di supportabilità sono:Elenco delle LRU, popolazione e costo unitario;
- Baseline del sistema;
- Dati di obsolescenza;
- Restrizioni;
- Piano di produzione;
- Eventuali design refresh già programmati.
Analizziamo ora più in dettaglio questo mero elenco di necessità.
L’input basilare richiesto dal tool MOCA per iniziare la simulazione è la bill of materials ovvero la lista parti corrispondente al sistema da analizzare e una imputazione dei vari componenti a livello di scheda: in altre parole, il software ha bisogno di sapere quali dispositivi elementari compongono il sistema e come questi vengono raggruppati a livello superiore per formare le LRU costituenti l’oggetto.
Informazioni complementari, ma non per questo di minore importanza, sono il coefficiente di impiego di ogni singolo componente, il prezzo d’acquisto, eventuali restrizioni di specifica, la presunta data di obsolescenza e una proposta di piano di mitigazione dell’obsolescenza attuabile per ogni dispositivo.
La presunta data in cui ogni componente diventa irreperibile sul mercato viene determinata con tool appositi, sviluppati e venduti dalla TACTech, basati sul modello previsionale descritto nel Cap. 5 Par. 5.2.
Siccome tale informazione è affetta da una certa incertezza, ogni data è trattata effettivamente come una distribuzione di probabilità i cui l’utente del MOCA definisce forma e caratteristiche.
Nella seguente illustrazione viene mostrata l’interfaccia grafica tramite la quale vengono forniti gli input al software.
Figura 6.2: Interfaccia fra utente e tool MOCA.
- Come si vede nella Fig. 6.2, nel campo “Obs. Date Dist.” della maschera “Part Description Data” viene specificata, appunto, la distribuzione di probabilità con cui trattare la presunta data di obsolescenza dei componenti.
Ultimo set di informazioni in input, ma non in ordine di importanza, riguarda il piano di produzione, sia in termini di nuove unità del sistema in esame, se è un prodotto ancora in produzione, sia in termini di spare parts; inoltre vengono segnalati al tool eventuali date di design refresh gia programmate di default.
Gli output ottenibili con l’uso del MOCA sono:
Risultati di tutti i possibili casi attuabili, fino ad un prefissato numero di design refresh, durante il ciclo di vita del sistema;
- Azioni da implementare in ogni piano e relativa schedulazione;
- Life Cycle Cost.
In maniera più esaustiva, posso dire che il software fornisce la lista di casi possibili, da attuare durante la vita operativa del sistema sotto analisi, implementando il numero massimo di azioni di design refresh; tale dato viene specificato dall’utente come preferenza.
Per ogni eventualità viene fornita la lista di azioni da realizzare e la loro schedulazione nel tempo.
Il piano di design refresh migliore viene scelto in base al cost di attuazione; in base a quest’ultimo viene poi condotta una analisi di life cycle cost, mediante software commerciali (Price H/HL).
5: P. Sandborn, P. Singh. Electronic part obsolescence driven product redesign planning, IJAMS International Journal of Advanced Manufacturing Systems, Volume 7, Issue 2, 2004.
6.3. Flusso logico alla base del MOCA
L’analisi realizzata dal tool MOCA viene condotta attraverso i passi e il flusso logico mostrati nella figura successiva.
Figura 6.3: Flusso logico secondo cui è strutturato il tool MOCA.
Per capire meglio come il tool effettivamente opera, sarà meglio analizzare nel dettaglio i vari step.
- Genera una lista di azioni: combina tutti gli eventi possibili come produzione, design refresh prefissati e obsolescenza dei singoli componenti su una timeline simile a quella mostrata nel Par. 6.1.
- Determina il costo in caso di nessun design refresh: determina il life cycle cost nel caso in cui non vengano effettuati design refresh addizionali; questo risultato servirà come baseline per le successive analisi del tool. In questo caso, viene ipotizzato che i componenti obsoleti siano disponibili presso stock esistenti grazie a lifetime buy o da fonti after-market, a seconda di come è stato specificato in input.
- Sceglie un piano di design refresh: un set di azioni di design refresh viene scelto per essere analizzato.
- Modifica la lista di azioni: la lista di azioni originale viene modificata includendo il pianoro design refresh candidato all’analisi.
Sintetizza nuove parti quando un componente viene sostituito durante un design refresh, con un dispositivo il cui ciclo di vita potrebbe non essere ancora noto: al fine di minimizzare i costi nell’intero ciclo di vita del sistema, infatti, il MOCA cerca di prevedere la data di obsolescenza di questi ultimi, basandosi sul ciclo di vita dei componenti che utilizzano la stessa tecnologia di base del dispositivo usato per la sostituzione. Per meglio spiegare il meccanismo di quest’ operazione, riporto un esempio molto frequente nella letteratura sull’argomento7.
Supponiamo di dover prevedere la data di obsolescenza di un logic divice, per il quale l’attributo primario8 è rappresentato dalla logic family di appartenenza. La previsione parte dal considerare i cicli di vita dei componenti appartenenti alla device class del componente di cui vogliamo la data di obsolescenza e che presentano diversi valori dell’attributo primario. Nella figura successiva, come esempio di questo, sono mostrati i cicli di vita di alcune logic families suddivisi nelle diverse tipiche fasi.
Figura 6.4: Cicli di vita di alcune logic families.
Partendo da questi dati, si diagrammano le date di introduzione e di phase-out in funzione della data in cui si è verificato il picco di vendita; tali punti vengono poi interpolati con due rette delle quali si ricava, poi, l’espressione analitica. Il risultato che si ottiene è riportato nell’immagine seguente.
Figura 6.5: Date di introduzione e phase-out in funzione dell’anno del picco di vendita per alcune logic families.
La presunta data di obsolescenza per il componente che si va a sostituire è data dalla seguente espressione:
![]()
In cui i termini hanno il seguente significato:
- B = Anno in cui si prevede si sostituire la parte ;
- L = Lifespan del componente;
Nell’esempio L = .
- i = Indice di obsolescenza della parte sostituita, che corrisponde alla fase del ciclo di vita in cui quest’ultimo si trova ( per esempio: 2= introduzione; 3= maturità; 5= phase-out).
- Determina il costo del design refresh candidato.
- Classifica i piani di design refresh in base ai risultati economici: in seguito alla valutazione economica i paini di design refresh considerati vengono classificati in base al costo e in più cost effective viene scelto.
I tool Price H/HL vengono usati sia nella valutazione dei singoli piani di design refresh, sia nella stima finale del life cycle cost del sistema una volta che è stato scelto il piano finale di design refresh.
6: P. Sandborn, P. Singh, Electronic part obsolescence driven product redesign optimization, 6° Joint FAA/DoD/NASA Aging Aircraft Conference, 16-19 settembre 2002.
7: P. Sandborn, P. Singh,. Electronic part obsolescence driven product redesign planning, IJAMS International Journal of Advanced Manufacturing Systems, Volume 7, Issue 2, 2004.
8: Per la definizione e la spiegazione di cosa sia un attributo primario di un componente e l’appartenenza ad una device class rimando al cap. 5, par 5.2.
6.4. Un caso applicativo
Negli articoli che presentano il MOCA, per dimostrarne in qualche modo l’efficacia, viene riportata la sperimentazione fatta su un componente, il FA-DEC(Full Authority Digital Electronic Controller) del motore AS900 e fabbricato dalla Honeywell Internatioal Inc.. Le caratteristiche del FADEC sono le seguenti:
- Vita operativa: 20 anni;
- Basso volume produttivo: circa 3200 unità;
- Lunga fase di acquisizione: 5-6 anni;
- Componente critico per la sicurezza: usato nei motori di jet;
- Composto da tre schede nelle quali si trovano più di 4000 componenti;
- Presenza di sensori e componenti meccanici necessari per assemblare le schede.
Le caratteristiche del FADEC sono simili a quelle del sistema analizzato nella fase sperimentale di questo lavoro. Su tale sistema sono state portate avanti tre analisi per il calcolo del Life Cycle Cost, fondate su tre differenti ipotesi:
- Nessun fenomeno di obsolescenza per i componenti del sistema;
- Previsione delle obsolescenze, ma i componenti obsoleti vengono supposti ottenibili da un fornitore aftermarket con un ragionevole aumento di prezzo d’acquisto;
- Utilizzo del MOCA per stabilire un action plan basato su azioni di design refresh.
Nella tabella seguente sono riportati i risultati economici dello studi condotto presso la sede del CALCE Consortium (Computer Aided Life Cycle Engineering) all’Università del Maryland negli USA.
| CASO IPOTIZZATO | LIFE CYCLE COST | COSTI PER
OBSOLESCENZA |
| Nessun fenomeno
di obsolescenza |
4.24 M$ | 0 M$ |
| Acquisto da fonti aftermarket | 51.16 M$ | 46.92 M$ |
| MOCA | 31.12 M$ | 26.88 M$ |
Tabella 6.1: Risultati economici della sperimentazione.
Secondo quest’analisi, dunque, utilizzando il MOCA sono stati risparmiati quasi il 43% dei costi che si sarebbero sostenuti nel secondo caso ipotizzato.
9: Sandborn, P. Singh,. Electronic part obsolescence driven product redesign planning, IJAMS International Journal of Advanced Manufacturing Systems, Volume 7, Issue 2, 2004.
7. UN MODELLO SVILUPPATO IN UN'AZIENDA DEL SETTORE DI PRODUZIONE E MANUTENZIONE RADAR
- 7.1. Descrizione del modello sviluppato
- 7.1.1. Calcolo dei costi per la supportabilità
- 7.1.2. Input, output, ipotesi e parametri di supporto
- 7.1.3. Software utilizzato
- 7.1.4. Risultati della forma base del modello
- 7.1.5. Prima modifica per ragioni tecniche
- 7.1.6. Modifica per tener conto dell'incertezza
- 7.1.7. Seconda modifica per ragioni tecniche
- 7.1.8. Robustezza ed applicabilità del modello sviluppato
- 7.2. Descrizione del modello precedente
- 7.3. Confronto e conclusioni
Alla luce di quanto appreso sull’importanza di un approccio proattivo all’obsolescenza e considerando la metodologia proposta da Sandborn ed implementata dalla sua equipe nella sede presso l’università del Maryland del CALCE (vedi Cap. 6), si è pensato di sviluppare un modello che avesse input simili al tool MOCA e che funzionasse in maniera da ricalcarne le linee guida. La differenza con quanto fin’ora è stato fatto in SELEX-SI, è appunto tentare una razionale previsione budgetaria ex ante, basandosi su dati previsionali di obsolescenza e fornire un action plan da implementare per perseguire il costo minimo possibile.
È stato, dunque, sviluppato un modello che basa le sue previsioni di costo per il supporto del sistema radar descritto nel Par. 2.3. per il periodo di durata di un contratto CLS, che comincia dal 2006 e dura 19 anni.
Attraverso di esso è stata trovata la soluzione ottima dal punto di vista economico.
Inoltre sono state valutate altre possibili varianti di costo che tenessero in considerazione difficoltà tecniche o incertezze nella previsione.
Infine è stato analizzato un modello utilizzato precedentemente in SELEX-SI per la previsione del budget per il supporto dello stesso sistema radar per lo stesso periodo di tempo; i risultati di costo previsto da tale modello sono stati poi confrontati con il modello sviluppato.
Siccome i due modelli si basano su approcci previsionali del tutto diversi, il confronto non è volto alla dimostrazione della bontà del modello, bensì a valutare le differenze che si possono avere nei costi di sopportabilità utilizzando un approccio piuttosto che un altro.
Per motivi di riservatezza, ovviamente, i costi sono stati alterati nel valore finale: è stata rispettata, infatti, la proporzione fra i risultati, ma i valori sono frutto di una manipolazione parametrica.
7.1. Descrizione del modello sviluppato
A monte, si è suddiviso il sistema in make e COTS (Commercial Off The Shelf): le prime LRU sono prodotte e riparate dalla SELEX-SI, utilizzando componenti acquistati da fornitori esterni, mentre i COTS sono prodotti commerciali che vengono comprati direttamente nel loro insieme come unità pronte per essere impiantate nell’architettura del sistema, senza essere preliminarmente manipolata internamente all’azienda.
L’analisi si è soffermata sui componenti attivi che compongono la parte make del sistema: per componente attivo si intende un dispositivo a semiconduttore.
In particolare si è considerato un set di 54 schede costituenti il radar, in cui si trovano 280 componenti attivi.
Per questi componenti si è ricercata la posizione sulla curva rappresentativa del ciclo di vita, indicandola con un Fattore di Rischio (FR). Per tale operazione è stato usato il tool commerciale CAPS Expert©.
Nella seguente illustrazione vengono mostrati i Fattori di Rischio in relazione alle fasi del ciclo di vita dei componenti.
Figura 7.1: Ciclo di vita e fattori di rischio secondo la convenzione di CAPS Expert©.
Lo studio ha portato ad individuare la seguente situazione attuale per i dispositivi attivi sulle LRU make del radar.
Figura 7.2: Suddivisione, in base al fattore di rischio, dei 280 componenti attivi.
Il modello sviluppato si basa sul diagramma di flusso di seguito riportato.
Figura 7.3: Diagramma di flusso secondo cui è articolato il modello sviluppato
Si associano, dunque, i componenti alle varie schede e si uniscono i dati di obsolescenza relativi ai vari componenti.
In questo modo si riesce a suddividere le schede in base alla criticità che presentano.
Per prima cosa, vengono considerate quelle schede che contengono componenti con elevato Fattore di Rischio, quelli cioè che necessitano una immediata attenzione, in quanto presentano componenti già obsoleti o nella fase di phase-out (Fattore di Rischio 6 o 5).
Sulle schede selezionate, dunque, si va a determinare quali effettivamente sono i componenti che la rendono critica. Dopodiché, si calcola la popolazione del componente x, avente FR=6, su di essa e si sommano tali risultati: in questo modo si ottiene il numero di componenti critici sulla LRU (a).
A questo punto, quindi, per tutte le schede risultate positive al test: ” contiene almeno un componente con FR=6? “, ho un’indicazione sulla sua criticità rispetto all’obsolescenza che è rappresentata sia dal numero di tipi di componenti critici ?y con FR=6 presenti sulla scheda y, sia dalla popolazione di questi ultimi; come accennato in precedenza, questo numero di componenti critici, nel diagramma di flusso è stata indicata con a per sottolineare il fatto che vengono considerate, una alla volta, tutte le schede risultate positive al test.
Per ogni scheda, ora, calcolo i costi di risoluzione secondo due approcci: comprare i componenti necessari a soddisfare il fabbisogno delle schede fino alla fine del contratto CLS, cioè quello che viene comunemente chiamato Last Buy, oppure effettuare azioni di riprogettazione puntuale sul componente obsoleto.
Gli output del modello saranno, per ogni scheda, i costi di Last Buy e di riprogettazione.
Di questi, sempre per ogni LRU, viene scelto il minimo, che rappresenta il costo di risoluzione per quel tipo di obsolescenza sulla LRU.
L’azione associata al minimo costo, sarà quella da implementare per supportare la LRU.
A valle dell’implementazione del modello nella sua forma base sopra descritta, sono state fatte, poi, delle considerazioni per valutare la variazione dei costi, a fronte di azioni correttive apportate ai risultati ottenuti, per tentare di migliorare la sopportabilità del sistema, sia dal punto di vista economico che tecnico.
7.1.1. Calcolo dei costi per la supportabilità
Per il calcolo di entrambi i costi, ci si è messi nell’ipotesi che, una volta che la scheda si rompa questa non possa essere riparata, ma per supportare il sistema bisogna riprodurre l’intera scheda: per questo motivo, infatti, si sono calcolati i costi di risoluzione tenendo conto del fabbisogno delle schede nel tempo, calcolato a partire dagli MTBF delle singole LRU.
I costi di Last Buy, per ogni scheda, sono stati calcolati con la seguente formula:
![]()
![]()
I termini dell’operazione sono:
![]() Popolazione di componenti del tipo x presenti sulla scheda y.
Popolazione di componenti del tipo x presenti sulla scheda y.
![]() Prezzo unitario d’acquisto del componente x.
Prezzo unitario d’acquisto del componente x.
![]() Fabbisogno nel tempo della scheda y.
Fabbisogno nel tempo della scheda y.
![]() Coefficiente maggiorativo che viene usato per considerare l’inevitabile aumento del costo d’acquisto dei componenti; in base all’esperienza, questo valore è stato posto uguale al 200% per i componenti con FR=6, ormai obsoleti. Per gli altri, avendo ipotizzato un discorso ex ante, non abbiamo applicato alcuna maggiorazione al prezzo d’acquisto, in quanto viene appunto supposto di acquistarli prima che diventino effettivamente obsoleti.
Coefficiente maggiorativo che viene usato per considerare l’inevitabile aumento del costo d’acquisto dei componenti; in base all’esperienza, questo valore è stato posto uguale al 200% per i componenti con FR=6, ormai obsoleti. Per gli altri, avendo ipotizzato un discorso ex ante, non abbiamo applicato alcuna maggiorazione al prezzo d’acquisto, in quanto viene appunto supposto di acquistarli prima che diventino effettivamente obsoleti.
![]() Tipi di componenti critici presenti sulla scheda y.
Tipi di componenti critici presenti sulla scheda y.
Il costo di mantenimento a scorta dei componenti acquistati è stato calcolato con la seguente formula:
![]()
y = Percentuale sul costo vivo dei materiali che tiene conto di tutti i fattori di costo collegati all’immagazzinamento. Il valore è stato posto uguale al 20%.
Tale costo è stato imputato ai vari anni e poi attualizzato al 2006 per poterlo sommare con l’esborso per l’acquisto dei componenti con FR=6: come è noto dalla teoria economica, infatti, una stessa quantità di denaro non ha lo stesso valore in due diversi periodi di tempo a causa della svalutazione della moneta dovuti all’inflazione.
Con tale termine si indica il fenomeno per cui il costo di un’attività o di un qualsiasi elemento aumenta con il passare del tempo.
Pur essendo un fattore abbastanza significativo, generalmente, in un’analisi di LLC, quale la nostra sperimentazione rappresenta una parte, lo si trascura e si opera con i costi attuali; al termine dell’analisi poi questi vengono attualizzati utilizzando appositi modelli per la loro rivalutazione.
Il metodo usato per l’attualizzazione è quello del Net Present Value, la cui formula è la seguente:
I termini in essa contenuti sono:
t = Periodi in cui è stato diviso l’intervallo temporale.
Ct = Flusso di cassa, in questo caso esborso per il mantenimento a scorta o per l’acquisto do materiale, relativo al periodo t-esimo.
n = Numero di periodi in cui è stato diviso l’intervallo temporale. Nel caso particolare ogni periodo dura un anno, dunque n=18 in quanto si considera anche il periodo t=0 corrispondente al 2006: gli anni di durata di un CLS per il radar in esame, infatti, sono 19.
r = Tasso di sconto, ovvero il costo del capitale per l’azienda. Nella simulazione, è stato posto pari al 12%.
![]()
Una volta identificato il fabbisogno di LRU, posso anche calcolare i costi di riprogettazione.
La formula per calcolare i costi di riprogettazione è la seguente:
![]()
Dunque, viene calcolato come la somma dei costi da sostenere per riprogettare i componenti, più il costo di fabbricazione della nuova scheda.
Per quanto riguarda i componenti obsoleti da sostituire con altri,viene ipotizzato di scegliere componenti che siano all’inizio del ciclo di vita in modo da non avere altri problemi di obsolescenza nel resto del CLS.
Inoltre si ipotizza che i nuovi componenti costino come i vecchi della stessa tipologia, al momento attuale.
La formula utilizzata per valutare questo costo è la seguente:
![]()
![]() Costo unitario di fabbricazione della scheda y che tiene conto del costo dei materiali e dei costi effettivi di fabbricazione.
Costo unitario di fabbricazione della scheda y che tiene conto del costo dei materiali e dei costi effettivi di fabbricazione.
![]()
I cui i termini hanno il seguente significato:
![]() Costo orario del personale specializzato che è stato posto uguale a 60€.
Costo orario del personale specializzato che è stato posto uguale a 60€.
![]() Ore di manodopera necessarie al redesign di una tipologia di componenti obsoleti ipotizzato pari a 40, in base all’esperienza.
Ore di manodopera necessarie al redesign di una tipologia di componenti obsoleti ipotizzato pari a 40, in base all’esperienza.
![]() Tipi di componenti critici presenti sulla scheda y.
Tipi di componenti critici presenti sulla scheda y.
Dunque si è legato il costo di manodopera necessario al redesign, alla criticità della scheda: più sono i tipi critici presenti su di essa, più costa riprogettarla.
Negli altri casi (FR=5; 4; 3), le formule usate sono state le stesse, ma oltre ai costi di mantenimento a scorta, imputati ovviamente ai relativi periodi, sono stati attualizzati anche i costi di acquisto dei componenti e di manodopera per il redesign. Cambiano ovviamente anche gli indici alla sommatoria per calcolare il costo di mantenimento a scorta.
Avendo ora calcolato entrambi i costi per la supportabilità delle schede con componenti con FR=6, scelgo il costo minimo fra i due: questo sarà il costo minimo per supportare la scheda y contenente almeno un componente con FR=6.
Il costo totale di risoluzione è la somma di tutti i minimi, ovvero
![]()
Dove k è il numero di LRU con almeno un componente con FR=6.
A questo punto, come detto in precedenza, si cerca il minimo fra i due costi; dunque, per ogni LRU, il costo di risoluzione sarà calcolato secondo il criterio seguente:
![]()
Il costo di risoluzione totale è:
![]()
A questi costi, inoltre è stata aggiunta un’aliquota fissa, indipendente dalle LRU e dalla loro situazione di obsolescenza, ricorrente ad anni alterni, che tiene conto delle spese necessarie all’attività di monitoraggio: anche se è stato usato un approccio proattivo che tenta di prevedere lo sviluppo futuro della situazione, infatti, bisogna tenere in considerazione l’incertezza di cui inevitabilmente è affetta una previsione a lungo termine.
Per questo motivo, dunque, bisogna prevedere un’attività di monitoraggio, da effettuare almeno ogni due anni e che verifichi eventuali scostamenti dalla situazione ipotizzata.
Per il calcolo dei costi legati al monitoraggio si è considerato il numero di ore necessario a monitorare le 54 schede in questione.
Nel corso della trattazione però, per motivi di privacy aziendale, il costo di monitoraggio verrà considerato una costante, M , il cui valore è presente nei flussi di cassa riportati in Appendice B, senza esplicitare la formula che lo ha generato.
7.1.2. Input, output, ipotesi e parametri di supporto
Riassumendo
Gli input:
- Elenco delle LRU e popolazione;
- Baseline del sistema;
- Dati di obsolescenza;
- Coefficienti di impiego dei componenti;
- Prezzo d’acquisto dei componenti;
- MTBF delle LRU;
- Costo di fabbricazione delle LRU.
Gli output:
- Costo di risoluzione per ogni LRU;
- Azione risolutiva per ogni LRU;
- Costo totale di risoluzione;
- Schedulazione delle azioni nel tempo.
Le ipotesi:
- Il CLS inizia nel 2006.
- Per il calcolo del fabbisogno delle schede, suppongo che, quando una LRU (scheda) si rompe, la sostituisco: mi metto cioè nel peggiore dei casi senza considerare la possibilità di riparazioni. L’ipotesi fatta non è del tutto peggiorativa in quanto, per poter rispettare i tempi stretti imposti dal CLS, relativi all’importanza funzionale della LRU da riparare nel sistema, non essendoci spesso un TAT (Turn Aroud Time) adeguato, si aumenta il numero di oggetti in circolazione.
- Per i componenti con FR=6, ormai obsoleti, agisco immediatamente.
- Per i componenti con FR=5, per i quali la metà dell’intervallo di obsolescenza è passata, ma che vengono ancora indicati come attivi dai costruttori, agisco alla fine dell’intervallo di obsolescenza.
- Per i componenti con FR=4 e 3, per ottemperare all’incertezza della stima di una data così lontana nel tempo, scelgo di agire a metà dell’intervallo di obsolescenza indicato dal tool CAPS Export©.
- I costi di manodopera per il redesign sono calcolati in relazione alla complessità e criticità della scheda, ovvero in maniera proporzionale al numero di tipi critici presenti su di essa.
- Nella scelta dei nuovi componenti necessari alla riprogettazione, viene ipotizzato di scegliere dispositivi che siano all’inizio del ciclo di vita.
- I nuovi componenti costano come i vecchi della stessa tipologia, al momento attuale.
I parametri di supporto:
- Tasso di sconto, ovvero il costo del capitale per l’azienda. Nella simulazione, è stato posto pari al 12%.
- Costo orario del personale specializzato che è stato posto uguale a 60€.
- Coefficiente maggiorativo che viene usato per considerare l’inevitabile aumento del costo d’acquisto dei componenti; (200% per i componenti con FR=6).
- Ore di manodopera necessarie al redesign di una tipologia di componenti obsoleti ipotizzato pari a 40.
- Percentuale sul costo vivo dei materiali che tiene conto di tutti i fattori di costo collegati all’imagazzinamento. Il valore è stato posto uguale al 20%.
- Qy = Costo unitario di fabbricazione della scheda y che tiene conto del costo dei materiali e dei costi effettivi di fabbricazione.
- M = Costo annuo di monitoraggio.
7.1.3. Software utilizzato
Il modello è stato implementato con un data base sviluppato in Microsoft Access che riceve in input le informazioni elencate nel paragrafo precedente sotto la voce input e restituisce un report dal quale si ricavano le informazioni necessarie allo sviluppo dei calcoli.
Tali informazioni vengono poi elaborate in un cartella di lavoro costruita in Microsoft Excel al fine di ottenere i risultati riportati nei paragrafi successivi.
Il data base in Access viene eseguito mediante una macro, lanciata dall’utente attraverso una maschera, mentre si sta studiando ancora un’industrializzazione della cartella di calcolo.
La scelta dei software è stata dettata dalla necessità, nella prima fase, di combinare più informazioni insieme, il che ha fatto preferire l’uso di Microsoft Access; successivamente, essendo necessario uno strumento che permettesse di effettuare calcoli rapidamente ed in modo parametrico, per poter fare i diversi tentativi, si è scelto di usare Microsoft Excel.
7.1.4. Risultati della forma base del modello
I risultati ottenuti dal modello, nella forma sopra descritta, sono riportati nella tabella seguente.
| LRU con componenti caratterizzati da FR=6. | ||||||||||||||
| Nome LRU | Tipi Critici | Popolazione
Critici |
Fabbisogno 19 | Azione | CostoLB/CostoRD | |||||||||
| LRU 50 | 4 | 95 | 1 | LB | 2,20% | |||||||||
| LRU 24 | 3 | 4 | 1 | LB | 1,52% | |||||||||
| LRU 19 | 7 | 13 | 1 | LB | 9,33% | |||||||||
| LRU 25 | 2 | 3 | 1 | LB | 0,66% | |||||||||
| LRU 26 | 4 | 8 | 1 | LB | 12,14% | |||||||||
| LRU 49 | 9 | 54 | 1 | LB | 32,95% | |||||||||
| LRU 29 | 2 | 4 | 1 | LB | 1,31% | |||||||||
| LRU 20 | 3 | 10 | 5 | LB | 1,74% | |||||||||
| LRU 41 | 3 | 6 | 1 | LB | 1,55% | |||||||||
| LRU 52 | 3 | 8 | 1 | LB | 2,63% | |||||||||
| LRU 33 | 9 | 30 | 1 | LB | 2,19% | |||||||||
| LRU 51 | 4 | 8 | 1 | LB | 2,23% | |||||||||
| LRU 18 | 4 | 37 | 1 | LB | 39,18% | |||||||||
| LRU 45 | 2 | 11 | 1 | LB | 1,12% | |||||||||
| LRU 3 | 2 | 3 | 41 | LB | 0,81% | |||||||||
| LRU 8 | 1 | 4 | 1 | LB | 0,05% | |||||||||
| LRU 40 | 3 | 4 | 1 | LB | 0,48% | |||||||||
| LRU 7 | 2 | 3 | 5 | LB | 9,57% | |||||||||
| LRU 23 | 3 | 18 | 1 | LB | 21,75% | |||||||||
| LRU 5 | 3 | 6 | 3 | LB | 11,82% | |||||||||
| LRU 35 | 1 | 1 | 1 | LB | 0,01% | |||||||||
| LRU 30 | 2 | 5 | 1 | LB | 1,25% | |||||||||
| LRU 53 | 2 | 3 | 1 | LB | 2,98% | |||||||||
| LRU 37 | 6 | 44 | 17 | RD | 107,65% | |||||||||
| LRU 38 | 6 | 29 | 30 | LB | 82,91% | |||||||||
| LRU 36 | 6 | 28 | 1 | LB | 90,41% | |||||||||
| LRU 31 | 6 | 31 | 1 | LB | 2,79% | |||||||||
| LRU 32 | 6 | 28 | 1 | LB | 1,10% | |||||||||
| LRU con componenti caratterizzati da FR=5. | ||||||||||||||
| Nome LRU | Tipi Critici | Popolazione
Critici |
Fabbisogno 17 | Azione | CostoLB/CostoRD | |||||||||
| LRU 2 | 1 | 4 | 3 | LB | 0,01% | |||||||||
| LRU 50 | 6 | 22 | 1 | LB | 0,45% | |||||||||
| LRU 24 | 2 | 2 | 1 | LB | 0,80% | |||||||||
| LRU 19 | 3 | 3 | 1 | LB | 0,11% | |||||||||
| LRU 26 | 2 | 2 | 1 | LB | 0,01% | |||||||||
| LRU 49 | 5 | 9 | 1 | LB | 0,09% | |||||||||
| LRU 29 | 3 | 3 | 1 | LB | 0,07% | |||||||||
| LRU 20 | 11 | 32 | 4 | LB | 10,84% | |||||||||
| LRU 41 | 5 | 7 | 1 | LB | 0,04% | |||||||||
| LRU 52 | 6 | 14 | 1 | LB | 1,19% | |||||||||
| LRU 33 | 8 | 19 | 1 | LB | 1,05% | |||||||||
| LRU 54 | 2 | 3 | 1 | LB | 0,28% | |||||||||
| LRU 51 | 6 | 9 | 1 | LB | 2,77% | |||||||||
| LRU 18 | 9 | 47 | 1 | LB | 0,06% | |||||||||
| LRU 3 | 14 | 23 | 39 | LB | 4,17% | |||||||||
| LRU 6 | 8 | 17 | 3 | LB | 9,09% | |||||||||
| LRU 8 | 4 | 13 | 1 | LB | 4,05% | |||||||||
| LRU 40 | 14 | 31 | 1 | LB | 0,59% | |||||||||
| LRU 4 | 2 | 6 | 27 | LB | 1,59% | |||||||||
| LRU 7 | 2 | 2 | 5 | LB | 0,81% | |||||||||
| LRU 23 | 8 | 25 | 1 | LB | 0,04% | |||||||||
| LRU 5 | 3 | 6 | 3 | LB | 0,15% | |||||||||
| LRU 35 | 2 | 2 | 1 | LB | 0,07% | |||||||||
| LRU 30 | 4 | 4 | 1 | LB | 1,54% | |||||||||
| LRU 53 | 10 | 30 | 1 | LB | 4,69% | |||||||||
| LRU 37 | 13 | 26 | 16 | RD | 147,14% | |||||||||
| LRU 38 | 10 | 21 | 29 | RD | 165,79% | |||||||||
| LRU 36 | 1 | 6 | 1 | LB | 0,02% | |||||||||
| LRU 31 | 4 | 11 | 1 | LB | 0,96% | |||||||||
| LRU 32 | 6 | 25 | 1 | LB | 5,71% | |||||||||
| LRU con componenti caratterizzati da FR=4. | ||||||||||||||
| Nome LRU | Tipi Critici | Popolazione
Critici |
Fabbisogno 10 | Azione | CostoLB/CostoRD | |||||||||
| LRU 2 | 2 | 2 | 2 | LB | 0,00% | |||||||||
| LRU 19 | 2 | 2 | 1 | LB | 0,03% | |||||||||
| LRU 20 | 2 | 8 | 2 | LB | 0,13% | |||||||||
| LRU 41 | 2 | 5 | 1 | LB | 0,27% | |||||||||
| LRU 33 | 1 | 2 | 1 | LB | 0,01% | |||||||||
| LRU 51 | 1 | 2 | 1 | LB | 0,01% | |||||||||
| LRU 18 | 2 | 7 | 1 | LB | 0,03% | |||||||||
| LRU 6 | 1 | 6 | 1 | LB | 1,40% | |||||||||
| LRU 8 | 2 | 14 | 1 | LB | 1,11% | |||||||||
| LRU 40 | 3 | 3 | 1 | LB | 0,04% | |||||||||
| LRU 23 | 1 | 1 | 1 | LB | 0,01% | |||||||||
| LRU 30 | 1 | 1 | 1 | LB | 0,10% | |||||||||
| LRU 37 | 1 | 3 | 9 | LB | 0,04% | |||||||||
| LRU 38 | 1 | 2 | 16 | LB | 0,03% | |||||||||
| LRU 36 | 2 | 95 | 1 | LB | 55,06% | |||||||||
| LRU 32 | 1 | 2 | 1 | LB | 0,06% | |||||||||
| LRU con componenti caratterizzati da FR=3. | ||||||||||||||
| Nome LRU | Tipi Critici | Popolazione
Critici |
Fabbisogno 5 | Azione | CostoLB/CostoRD | |||||||||
| LRU 3 | 1 | 1 | 11 | LB | 0,10% | |||||||||
Tabella 7.1: Azioni risolutive della forma base del modello.
In termini di flussi di cassa, questo sono illustrati nell’istogramma successivo(per i valori rimando all’Appendice B pag. 159).
Figura 7.4: Flussi di cassa relativi al caso base del modello.
Seguendo la filosofia proposta nel tool MOCA, si è tentato di migliorare ulteriormente tale risultato procrastinando la riprogettazione nel tempo, ed effettuando dei Bridge Buy, per sopperire alle necessità dei componenti obsoleti nell’attesa del redesign.
Il metodo seguito, in altre parole, è stato quello di spostare la riprogettazione delle LRU interessate da tale azione, anno dopo anno, valutare i costi di risoluzione complessivi , aggravati dai Bridge Buy, e confrontarli con il costo precedentemente ottenuto.
I risultati ottenuti dal punto di vista del saving realizzato rispetto al costo complessivo di risoluzione ottenuto nel caso base, senza cioè Bridge Buy, sono riportati nel grafico successivo.
Figura 7.5: Saving economico rispetto al caso base.
Come si può vedere il saving più consistente si ha per la terza ipotesi, ovvero quando si decide di spostare la riprogettazione parziale dei componenti con FR=6 nel 2010 e di quelli con FR=5 al 2011; visto da un’altra prospettiva, quando si decide di fare Bridge Buy per 4 anni per i componenti con FR=6 e per 3 anni per i componenti con FR=5. Volendo schematizzare tale modus operandi utilizzando una timeline, per una più chiara comprensione, ottengo il seguente risultato.
Figura 7.6: Logica del Bridge Buy
Ovviamente, il risultato ottenuto nei vari casi, dipende dal risparmio realizzato non immobilizzando prima il capitale necessario alla riprogettazione.
I flussi di cassa della soluzione ottima trovata in questo modo sono riportati nell’istogramma successivo (per i valori rimando all’Appendice B pag. 159).
Figura 7.7: Flussi di cassa relativi al caso ottimo.
7.1.5. Prima modifica per ragioni tecniche
Guardando le tabelle che riportano le azioni da intraprendere su ciascuna LRU, si nota che per la LRU 37 è prevista una riprogettazione puntuale sia per i componenti con FR=6 che con FR=5; dal punto di vista tecnico, questo tipo di risoluzione potrebbe non essere attuabile.
Si è pensato dunque, di considerare una riprogettazione totale della scheda, che è solitamente più costosa, a volte anche molto, invece redesign parziale e di valutare il peggioramento sui costi di risoluzione complessivi.
Nelle tabelle successive, per maggiore chiarezza, viene riportato il sunto delle azioni da intraprendere per le LRU interessate da componenti con FR=6 ed FR=5.
Ovviamente, queste differiscono dalle precedenti solo per la LRU 37.
| LRU con componenti caratterizzati da FR=6. | ||||||||||
| Nome LRU | TipiCritici | PopolazioneCritici | Fabbisogno19 | Azione | CostoLB/CostoRD | |||||
| LRU 50 | 4 | 95 | 1 | LB | 2,20% | |||||
| LRU 24 | 3 | 4 | 1 | LB | 1,52% | |||||
| LRU 19 | 7 | 13 | 1 | LB | 9,33% | |||||
| LRU 25 | 2 | 3 | 1 | LB | 0,66% | |||||
| LRU 26 | 4 | 8 | 1 | LB | 12,14% | |||||
| LRU 49 | 9 | 54 | 1 | LB | 32,95% | |||||
| LRU 29 | 2 | 4 | 1 | LB | 1,31% | |||||
| LRU 20 | 3 | 10 | 5 | LB | 1,74% | |||||
| LRU 41 | 3 | 6 | 1 | LB | 1,55% | |||||
| LRU 52 | 3 | 8 | 1 | LB | 2,63% | |||||
| LRU 33 | 9 | 30 | 1 | LB | 2,19% | |||||
| LRU 51 | 4 | 8 | 1 | LB | 2,23% | |||||
| LRU 18 | 4 | 37 | 1 | LB | 39,18% | |||||
| LRU 45 | 2 | 11 | 1 | LB | 1,12% | |||||
| LRU 3 | 2 | 3 | 41 | LB | 0,81% | |||||
| LRU 8 | 1 | 4 | 1 | LB | 0,05% | |||||
| LRU 40 | 3 | 4 | 1 | LB | 0,48% | |||||
| LRU 7 | 2 | 3 | 5 | LB | 9,57% | |||||
| LRU 23 | 3 | 18 | 1 | LB | 21,75% | |||||
| LRU 5 | 3 | 6 | 3 | LB | 11,82% | |||||
| LRU 35 | 1 | 1 | 1 | LB | 0,01% | |||||
| LRU 30 | 2 | 5 | 1 | LB | 1,25% | |||||
| LRU 53 | 2 | 3 | 1 | LB | 2,98% | |||||
| LRU 37 | 6 | 44 | 17 | RD TOTALE | 107,65% | |||||
| LRU 38 | 6 | 29 | 30 | LB | 82,91% | |||||
| LRU 36 | 6 | 28 | 1 | LB | 90,41% | |||||
| LRU 31 | 6 | 31 | 1 | LB | 2,79% | |||||
| LRU 32 | 6 | 28 | 1 | LB | 1,10% | |||||
| LRU con componenti caratterizzati da FR=5. | ||||||||||
| Nome LRU | TipiCritici | PopolazioneCritici | Fabbisogno17 | Azione | CostoLB/CostoRD | |||||
| LRU 2 | 1 | 4 | 3 | LB | 0,01% | |||||
| LRU 50 | 6 | 22 | 1 | LB | 0,45% | |||||
| LRU 24 | 2 | 2 | 1 | LB | 0,80% | |||||
| LRU 19 | 3 | 3 | 1 | LB | 0,11% | |||||
| LRU 26 | 2 | 2 | 1 | LB | 0,01% | |||||
| LRU 49 | 5 | 9 | 1 | LB | 0,09% | |||||
| LRU 29 | 3 | 3 | 1 | LB | 0,07% | |||||
| LRU 20 | 11 | 32 | 4 | LB | 10,84% | |||||
| LRU 41 | 5 | 7 | 1 | LB | 0,04% | |||||
| LRU 52 | 6 | 14 | 1 | LB | 1,19% | |||||
| LRU 33 | 8 | 19 | 1 | LB | 1,05% | |||||
| LRU 54 | 2 | 3 | 1 | LB | 0,28% | |||||
| LRU 51 | 6 | 9 | 1 | LB | 2,77% | |||||
| LRU 18 | 9 | 47 | 1 | LB | 0,06% | |||||
| LRU 3 | 14 | 23 | 39 | LB | 4,17% | |||||
| LRU 6 | 8 | 17 | 3 | LB | 9,09% | |||||
| LRU 8 | 4 | 13 | 1 | LB | 4,05% | |||||
| LRU 40 | 14 | 31 | 1 | LB | 0,59% | |||||
| LRU 4 | 2 | 6 | 27 | LB | 1,59% | |||||
| LRU 7 | 2 | 2 | 5 | LB | 0,81% | |||||
| LRU 23 | 8 | 25 | 1 | LB | 0,04% | |||||
| LRU 5 | 3 | 6 | 3 | LB | 0,15% | |||||
| LRU 35 | 2 | 2 | 1 | LB | 0,07% | |||||
| LRU 30 | 4 | 4 | 1 | LB | 1,54% | |||||
| LRU 53 | 10 | 30 | 1 | LB | 4,69% | |||||
| LRU 37 | 13 | 26 | 16 | RD TOTALE | 147,14% | |||||
| LRU 38 | 10 | 21 | 29 | RD | 165,79% | |||||
| LRU 36 | 1 | 6 | 1 | LB | 0,02% | |||||
| LRU 31 | 4 | 11 | 1 | LB | 0,96% | |||||
| LRU 32 | 6 | 25 | 1 | LB | 5,71% | |||||
Tabella 7.2: Azioni risolutive per la prima modifica per ragioni tecniche.
I flussi di cassa previsti in questo caso, seguendo l’approccio di base del modello sono riportati nel grafico seguente (per i valori rimando all’Appendice B pag. 159).
Figura 7.8: Flussi di cassa caso base prima modifica per ragioni tecniche.
Come si vede dalla leggenda del grafico, in questo caso di redesign totale, è necessario considerare, nei costi di risoluzione dell’obsolescenza, anche il delta costo che c’è fra i costi di riparazione delle schede e quelli di fabbricazione: una volta messa in produzione una nuova scheda, infatti, quando si verifica un ritorno dal campo, non posso semplicemente ripararla, ma devo fornire una nuova LRU rispondente alle nuove specifiche di progetto.
Ovviamente, bisogna tener conto di questo costo dal momento in cui si effettua la riprogettazione.
Nel caso del redesign puntuale, questo costo, per il metodo di calcolo usa-to, è già compreso nel costo dell’azione risolutiva. Anche in questo caso, per tentare di migliorare la soluzione, si è pensato di rimandare l’azione di redesign, soddisfacendo nell’attesa la domanda ricorrendo a dei Bridge Buy.
L’andamento del peggioramento percentuale, rispetto alla soluzione ottima individuata con la forma base del modello nel paragrafo precedente, verificatosi nei vari casi, è diagrammato nel grafico successivo.
Figura 7.9: Peggioramento economico rispetto alla soluzione ottima.
Come si vede, la soluzione ottima si ottiene effettuando la riprogettazione totale della LRU 37 nel 2012,ovvero effettuando Bridge Buy pari alla quantità necessaria alla sopportabilità per sei anni dei componenti con FR=6 e per cinque anni per i componenti con FR=5. In queste condizioni si ha un peggioramento rispetto alla soluzione ottima individuata con la forma base del modello del 21,26%, a riprova che i costi di riprogettazione totali sono notevolmente maggiori dei costi di redesign puntuale. I flussi di cassa relativi a questa situazione, sono riportati nella figura suc-cessiva (per i valori rimando all’Appendice B pag. 159).
Figura 7.10: Flussi di cassa caso ottimo prima modifica per ragioni tecniche.
7.1.6. Modifica per tener conto dell’incertezza
A questo punto, riguardando nuovamente i risultati ottenuti dalla forma base del modello riportati nel Par. 7.1.4, si nota che per alcune LRU il rapporto fra i costi di risoluzione è prossimo al 100%, il che significa che i due costi quasi si equivalgono.
Dal punto di vista budgettario, ovviamente, essendo questi costi calcolati su date presunte di obsolescenza, è più sicuro, quando i due costi sono prossimi, preferire la soluzione redesign a quella di Last Buy, in quanto, a fronte di un peggioramento dei costi previsti, ci si tutela da inaspettati rincari nei prezzi dei componenti, che farebbero comunque lievitare i costi di risoluzione in maniera imprevista.
Naturalmente, anche questo tipo di scelta deve essere ponderato valutando il peggioramento dei costi rispetto alla soluzione ottima.
Il sunto delle azioni risolutive viene mostrato nelle tabelle successiva; ovviamente, siccome solo per i componenti FR=6 ed FR=5 si ha eterogeneità fra Last Buy e Redesign, vengono riportati solo questi casi.
| LRU con componenti caratterizzati da FR=6. | ||||||
| Nome LRU | Tipi Critici | Popolazione
Critici |
Fabbisogno19 | Azione | CostoLB/CostoRD | |
| LRU 50 | 4 | 95 | 1 | LB | 2,20% | |
| LRU 24 | 3 | 4 | 1 | LB | 1,52% | |
| LRU 19 | 7 | 13 | 1 | LB | 9,33% | |
| LRU 25 | 2 | 3 | 1 | LB | 0,66% | |
| LRU 26 | 4 | 8 | 1 | LB | 12,14% | |
| LRU 49 | 9 | 54 | 1 | LB | 32,95% | |
| LRU 29 | 2 | 4 | 1 | LB | 1,31% | |
| LRU 20 | 3 | 10 | 5 | LB | 1,74% | |
| LRU 41 | 3 | 6 | 1 | LB | 1,55% | |
| LRU 52 | 3 | 8 | 1 | LB | 2,63% | |
| LRU 33 | 9 | 30 | 1 | LB | 2,19% | |
| LRU 51 | 4 | 8 | 1 | LB | 2,23% | |
| LRU 18 | 4 | 37 | 1 | LB | 39,18% | |
| LRU 45 | 2 | 11 | 1 | LB | 1,12% | |
| LRU 3 | 2 | 3 | 41 | LB | 0,81% | |
| LRU 8 | 1 | 4 | 1 | LB | 0,05% | |
| LRU 40 | 3 | 4 | 1 | LB | 0,48% | |
| LRU 7 | 2 | 3 | 5 | LB | 9,57% | |
| LRU 23 | 3 | 18 | 1 | LB | 21,75% | |
| LRU 5 | 3 | 6 | 3 | LB | 11,82% | |
| LRU 35 | 1 | 1 | 1 | LB | 0,01% | |
| LRU 30 | 2 | 5 | 1 | LB | 1,25% | |
| LRU 53 | 2 | 3 | 1 | LB | 2,98% | |
| LRU 37 | 6 | 44 | 17 | RD | 107,65% | |
| LRU 38 | 6 | 29 | 30 | RD | 82,91% | |
| LRU 36 | 6 | 28 | 1 | RD | 90,41% | |
| LRU 31 | 6 | 31 | 1 | LB | 2,79% | |
| LRU 32 | 6 | 28 | 1 | LB | 1,10% | |
| LRU con componenti caratterizzati da FR=5. | ||||||
| Nome LRU | Tipi Critici | Popolazione
Critici |
Fabbisogno19 | Azione | LB/RD | |
| LRU 2 | 1 | 4 | 3 | LB | 0,01% | |
| LRU 50 | 6 | 22 | 1 | LB | 0,45% | |
| LRU 24 | 2 | 2 | 1 | LB | 0,80% | |
| LRU 19 | 3 | 3 | 1 | LB | 0,11% | |
| LRU 26 | 2 | 2 | 1 | LB | 0,01% | |
| LRU 49 | 5 | 9 | 1 | LB | 0,09% | |
| LRU 29 | 3 | 3 | 1 | LB | 0,07% | |
| LRU 20 | 11 | 32 | 4 | LB | 10,84% | |
| LRU 41 | 5 | 7 | 1 | LB | 0,04% | |
| LRU 52 | 6 | 14 | 1 | LB | 1,19% | |
| LRU 33 | 8 | 19 | 1 | LB | 1,05% | |
| LRU 54 | 2 | 3 | 1 | LB | 0,28% | |
| LRU 51 | 6 | 9 | 1 | LB | 2,77% | |
| LRU 18 | 9 | 47 | 1 | LB | 0,06% | |
| LRU 3 | 14 | 23 | 39 | LB | 4,17% | |
| LRU 6 | 8 | 17 | 3 | LB | 9,09% | |
| LRU 8 | 4 | 13 | 1 | LB | 4,05% | |
| LRU 40 | 14 | 31 | 1 | LB | 0,59% | |
| LRU 4 | 2 | 6 | 27 | LB | 1,59% | |
| LRU 7 | 2 | 2 | 5 | LB | 0,81% | |
| LRU 23 | 8 | 25 | 1 | LB | 0,04% | |
| LRU 5 | 3 | 6 | 3 | LB | 0,15% | |
| LRU 35 | 2 | 2 | 1 | LB | 0,07% | |
| LRU 30 | 4 | 4 | 1 | LB | 1,54% | |
| LRU 53 | 10 | 30 | 1 | LB | 4,69% | |
| LRU 37 | 13 | 26 | 16 | RD | 147,14% | |
| LRU 38 | 10 | 21 | 29 | RD | 165,79% | |
| LRU 36 | 1 | 6 | 1 | LB | 0,02% | |
| LRU 31 | 4 | 11 | 1 | LB | 0,96% | |
| LRU 32 | 6 | 25 | 1 | LB | 5,71% | |
Tabella 7.3: Azioni risolutive per la modifica per tener conto dell’incertezza.
I flussi di cassa relativi al caso base, considerando questo tipo di azioni sono riportati nell’istogramma seguente (per i valori rimando all’Appendice B pag. 159).
Figura 7.11: Flussi di cassa caso base modifica per tener conto dell’incertezza.
Anche in questo caso è stata considerata la possibilità di ritardare la date di redesign, valutando quanto questo influisca sui costi.
L’andamento del peggioramento è riportato di seguito.
Figura 7.12: Peggioramento economico rispetto alla soluzione ottima.
Questa volta il risultato migliore si ottiene rimandando il redesign di tre anni nel caso FR=6 e di due anni nel caso FR=5.
Il peggioramento percentuale rispetto alla soluzione ottima e del 3,44%.
I flussi di cassa relativi a tale risultato sono i seguenti (per i valori rimando all’Appendice B pag. 159).
Figura 7.13: Flussi di cassa caso ottimo modifica per tener conto dell’incertezza.
7.1.7. Seconda modifica per ragioni tecniche
Alla luce delle azioni intraprese nell’ultimo caso, si nota che ci sono due LRU, la LRU 37 e la LRU 38, per le quali si pensa di fare una riprogettazione parziale sia per i componenti FR=5 che FR=6; per i motivi già menzionati nel Par. 7.1.5, si è pensato di valutare i costi di risoluzione totale nel caso di redesign totale delle LRU.
Nelle tabelle successive viene riportata una sintesi delle azioni da intraprendere per le LRU interessate da componenti con FR=6 ed FR=5.
| LRU con componenti caratterizzati da FR=6. | ||||||||||
| Nome LRU | Tipi Critici | Popolazione
Critici |
Fabbisogno19 | Azione | CostoLB/CostoRD | |||||
| LRU 50 | 4 | 95 | 1 | LB | 2,20% | |||||
| LRU 24 | 3 | 4 | 1 | LB | 1,52% | |||||
| LRU 19 | 7 | 13 | 1 | LB | 9,33% | |||||
| LRU 25 | 2 | 3 | 1 | LB | 0,66% | |||||
| LRU 26 | 4 | 8 | 1 | LB | 12,14% | |||||
| LRU 49 | 9 | 54 | 1 | LB | 32,95% | |||||
| LRU 29 | 2 | 4 | 1 | LB | 1,31% | |||||
| LRU 20 | 3 | 10 | 5 | LB | 1,74% | |||||
| LRU 41 | 3 | 6 | 1 | LB | 1,55% | |||||
| LRU 52 | 3 | 8 | 1 | LB | 2,63% | |||||
| LRU 33 | 9 | 30 | 1 | LB | 2,19% | |||||
| LRU 51 | 4 | 8 | 1 | LB | 2,23% | |||||
| LRU 18 | 4 | 37 | 1 | LB | 39,18% | |||||
| LRU 45 | 2 | 11 | 1 | LB | 1,12% | |||||
| LRU 3 | 2 | 3 | 41 | LB | 0,81% | |||||
| LRU 8 | 1 | 4 | 1 | LB | 0,05% | |||||
| LRU 40 | 3 | 4 | 1 | LB | 0,48% | |||||
| LRU 7 | 2 | 3 | 5 | LB | 9,57% | |||||
| LRU 23 | 3 | 18 | 1 | LB | 21,75% | |||||
| LRU 5 | 3 | 6 | 3 | LB | 11,82% | |||||
| LRU 35 | 1 | 1 | 1 | LB | 0,01% | |||||
| LRU 30 | 2 | 5 | 1 | LB | 1,25% | |||||
| LRU 53 | 2 | 3 | 1 | LB | 2,98% | |||||
| LRU 37 | 6 | 44 | 17 | RD TOTALE | 107,65% | |||||
| LRU 38 | 6 | 29 | 30 | RD TOTALE | 82,91% | |||||
| LRU 36 | 6 | 28 | 1 | RD | 90,41% | |||||
| LRU 31 | 6 | 31 | 1 | LB | 2,79% | |||||
| LRU 32 | 6 | 28 | 1 | LB | 1,10% | |||||
| LRU con componenti caratterizzati da FR=5. | ||||||||||
| Nome LRU | Tipi Critici | Popolazione
Critici |
Fabbisogno19 | Azione | LB/RD | |||||
| LRU 2 | 1 | 4 | 3 | LB | 0,01% | |||||
| LRU 50 | 6 | 22 | 1 | LB | 0,45% | |||||
| LRU 24 | 2 | 2 | 1 | LB | 0,80% | |||||
| LRU 19 | 3 | 3 | 1 | LB | 0,11% | |||||
| LRU 26 | 2 | 2 | 1 | LB | 0,01% | |||||
| LRU 49 | 5 | 9 | 1 | LB | 0,09% | |||||
| LRU 29 | 3 | 3 | 1 | LB | 0,07% | |||||
| LRU 20 | 11 | 32 | 4 | LB | 10,84% | |||||
| LRU 41 | 5 | 7 | 1 | LB | 0,04% | |||||
| LRU 52 | 6 | 14 | 1 | LB | 1,19% | |||||
| LRU 33 | 8 | 19 | 1 | LB | 1,05% | |||||
| LRU 54 | 2 | 3 | 1 | LB | 0,28% | |||||
| LRU 51 | 6 | 9 | 1 | LB | 2,77% | |||||
| LRU 18 | 9 | 47 | 1 | LB | 0,06% | |||||
| LRU 3 | 14 | 23 | 39 | LB | 4,17% | |||||
| LRU 6 | 8 | 17 | 3 | LB | 9,09% | |||||
| LRU 8 | 4 | 13 | 1 | LB | 4,05% | |||||
| LRU 40 | 14 | 31 | 1 | LB | 0,59% | |||||
| LRU 4 | 2 | 6 | 27 | LB | 1,59% | |||||
| LRU 7 | 2 | 2 | 5 | LB | 0,81% | |||||
| LRU 23 | 8 | 25 | 1 | LB | 0,04% | |||||
| LRU 5 | 3 | 6 | 3 | LB | 0,15% | |||||
| LRU 35 | 2 | 2 | 1 | LB | 0,07% | |||||
| LRU 30 | 4 | 4 | 1 | LB | 1,54% | |||||
| LRU 53 | 10 | 30 | 1 | LB | 4,69% | |||||
| LRU 37 | 13 | 26 | 16 | RD TOTALE | 147,14% | |||||
| LRU 38 | 10 | 21 | 29 | RD TOTALE | 165,79% | |||||
| LRU 36 | 1 | 6 | 1 | LB | 0,02% | |||||
| LRU 31 | 4 | 11 | 1 | LB | 0,96% | |||||
| LRU 32 | 6 | 25 | 1 | LB | 5,71% | |||||
Tabella 7.4: Azioni risolutive per la seconda modifica per ragioni tecniche.
I flussi di cassa relativi al caso base, considerando tali redesign totali, sono riportati nel diagramma sotto riportato (per i valori rimando all’appendice B pag. 159).
Figura 7.14: Flussi di cassa caso base seconda modifica per ragioni tecniche.
Anche in questo caso, per le ragioni esplicitate nel Par. 7.1.5, è necessario considerare, nei costi per la risoluzione dell’obsolescenza, il sovrapprezzo per produrre la nuova scheda, una volta che questa si rompe, rispetto ai costi di riparazione.
Come si può vedere dalle colonne dell’istogramma, il costo da sostenere per la riprogettazione è di gran lunga maggiore rispetto agli altri esborsi finanziari che si verificano nel tempo: questi ultimi, infatti, sembrano quasi inesistenti in proporzione a quello sostenuto nel primo periodo.
Per tentare di migliorare la soluzione, anche questa volta si sono calcolati i costi totali facendo slittare nel tempo il momento della riprogettazione; questi risultati, poi,come negli altri casi sono stati confrontati con la soluzione ottima, ottenendo il seguente andamento del peggioramento.
Figura 7.14: Peggioramento economico rispetto alla soluzione ottima.
Come si vede, per il caso base, cioè quando non si prevede di effettuare alcun Bridge Buy, si ha un peggioramento rispetto alla soluzione ottima del 81,41%.
L’ottimo si raggiunge ritardando il redesign fino al 2012: in questo caso, infatti, il peggioramento è del 42,81%.
Sicuramente tale aggravio è notevole, ma è importante valutare bene anche questo tipo di strategia risolutiva, in quanto, spesso, il redesign puntuale a causa della complessità della LRU e della molteplicità di tipi critici su di essa, risulta praticamente impossibile.
I flussi di cassa relativi alla migliore condizione sono mostrati nell’istogramma successivo (per i valori rimando all’Appendice B pag. 159).
Figura 7.16: Flussi di cassa caso ottimo seconda modifica per ragioni tecniche.
7.1.8. Robustezza ed applicabilità del modello sviluppato
Per la natura stocastica degli input relativi all’obsolescenza, il modello sviluppato è soggetto ad una certa incertezza.
Le ipotesi fatte a monte, dunque, sono volte a ridurre, nei limiti del possibile, le possibilità di errori sostanziali nei risultati: si è ipotizzato, infatti, come descritto nel Par.7.1.2, di posizionare il momento di intervento, per la risoluzione dei componenti che andranno in obsolescenza fra molto tempo, a metà dell’intervallo di obsolescenza segnalato dal tool commerciale CAPS Expert©.
Inoltre è stata prevista un’attività di monitoraggio, da condurre ogni due anni, al fine di controllare che le proiezioni fatte corrispondano al reale andamento dei fatti, ed, in caso di scostamento, correggere la strategia in modo da minimizzarne gli effetti; i costi di questo tipo di attività, come già specificato, sono stati inclusi nei costi di risoluzione.
Per quanto riguarda l’incertezza legata ai prezzi dei componenti nel tempo, come è stato fatto nel Par.7.1.6, si è pensato di usare l’indicatore
CostiLB
————
CostiRD
come strumento decisionale: quando questo rapporto, infatti, è circa 100% si è pensato di scegliere il redesign puntuale come azione risolutiva.
Il range entro il quale fare questa modifica, dipende dalla sensibilità e dall’esperienza dell’utilizzatore del modello.
Nel peggiore dei casi, ovvero se tutte le LRU presentano costi di Last Buy e costi di Redesign simili , se, per esempio, s i sceglie di modificare l’azione risolutiva per tutte le LRU che presentano un rapporto CostiLB/CostiRD = (100%-25%), il peggioramento della soluzione sarà = al 25%: dico = in quanto, dopo aver scelto l’azione risolutiva per ogni LRU, bisogna attuare l’ottimizzazione nel tempo.
Dal punto di vista dell’applicabilità, il modello sviluppato tratta le LRU come oggetti composti da altri oggetti, dei quali si hanno previsioni sulla data di obsolescenza, ricavata mediante i dati di vendita: la logica su cui si basa, dunque, non tiene in considerazione la particolare natura degli oggetti trattati.
Proiettando il discorso verso altre esigenze, inoltre, se si riuscisse ad avere una previsione della data di obsolescenza dei COTS, il modello potrebbe essere applicato anche per la stima dei costi di sopportabilità per quest’altra parte costituente un sistema complesso.
7.2. Descrizione del modello precedente
La percentuale di LRU che verranno risolte con Redesign ()e il tasso di componenti classificati di tipo B e C che verranno risolti con il Last Buy vengono fornite da dati relativi ad un precedente programma.
Si divide il CLS in 6 periodi: il primo formato da 4 anni, i successivi da 3 anni, seguendo la logica del contratto, ovvero la possibilità di rinnovarlo dopo i primi quatto anni, ogni tre anni.
Per ogni periodo considero:
- Costi di last buy;
- Costi di redisign;
- Costi di produzione delle schede non riparabili.
Non vengono considerati né costi di mantenimento a scorta, né costi di monitoraggio. Per il calcolo del costo di risoluzione secondo il metodo Design/Production, viene considerato un tasso di obsolescenza annuale delle LRU, senza andare a considerare i componenti che causano tale problema.
Viene calcolato, dunque, un tasso di obsolescenza annuale pari a
![]()
I termini dell’espressione sono:
![]() = Percentuale di LRU risolte con il metodo Design/Production;
= Percentuale di LRU risolte con il metodo Design/Production;
![]() = Tasso annuo di LRU obsolete;
= Tasso annuo di LRU obsolete;
ANNI = Anni del CLS.
Tale tasso ![]() viene considerato costante negli anni.
viene considerato costante negli anni.
Altri dati di input che vengono usati in questo calcolo sono:
n° LRU = Popolazione di LRU make presenti su un sistema;
n° RIP = Numero di LRU make da riparare in un anno;
cRIP = Costo per riparare una LRU make;
cPROD = Costo per produrre una LRU make;
cRD = Costo per riprogettare una LRU make.
I costi di redesign vengono calcolati nel seguente modo:
![]()
Costo RDj = Costi di redesign nel periodo j-esimo;
n = Numero di anni che intercorrono dal primo anno del CLS all’ultimo del periodo j-esimo.
I costi di produzione, o più propriamente la differenza fra i costi di nuove produzioni e quelli di riparazione, vengono calcolati nel seguente modo:
![]()
Costo Produzionej = Costo di produzione nel periodo j-esimo;
Nj = Numero di anni del periodo j-esimo.
Si assume inoltre che, nel primo e nell’ultimo periodo, non viene fatto alcun intervento di redesign: nel primo perché si suppone che non ce ne sia bisogno, nell’ultimo perché il contratto CLS volge al termine e non conviene intervenire su fenomeni che avranno ripercussioni quando il sistema non è di competenza dell’azienda.
Per quanto riguarda il calcolo del costo di risoluzione secondo l’azione di Last Buy, si considera un tasso di obsolescenza riguardante componenti che, una volta riconosciuti obsoleti vengono classificati come categoria B e C.
Per componente classificato di tipo B si intende che esiste una possibile alternativa, ma che presenta parametri funzionali leggermente differenti; le compatibilità, dunque, deve essere verificata sulla LRU di appartenenza.
Per componente classificato di tipo C si intende che non è stata trovata alcuna alternativa compatibile.
In entrambi i casi dunque si va a fare un Last Buy del componente originale per evitare la riprogettazione.
Questo ragionamento è conseguente all’approccio di tipo reattivo seguito in SELEX-SI: nel momento in cui un componente viene classificato come B o C, l’alternativa del Last Buy viene perseguita, ma con rischio di trovare componenti ad un prezzo notevolmente maggiorato.
Ritornando al calcolo dei costi di Last Buy, i dati di input sono:
Mat = Percentuale del costo del sistema dovuta al costo dei materiali;
cSIST = Costo di un sistema;
p = Tasso di componenti classificati di tipo B e C.
Viene calcolato
cMaterial = cSIST * Mat.
cMaterial = Costo dei materiali che costituiscono un sistema.
CostoLB = Material * p
Questo valore, viene poi imputato, come acquisto, al quinto, all’ottavo ed all’undicesimo anno.
Come ultima cosa si ipotizza che nei primi anni ho abbastanza componenti a magazzino per far fronte alle prime necessità.
In seguito suppongo che i componenti che compro nei periodi centrali del CLS mi permettano di supportare la produzione anche negli ultimi periodi.
I risultati sono riportati nella tabella successiva.
Tabella 7.5: Risultati modello SELEX-SI.
Tali valori sono diagrammati nell’istogramma seguente.
Figura 7.17: Flussi di cassa modello SELEX-SI.
7.3. Confronto e conclusioni
A questo punto, dopo aver trattato in maniera separata i due modelli, è interessante confrontarne le principali caratteristiche.
| Modello SELEX-SI | Modello sviluppato |
| OBIETTIVI | |
| Previsione dei costi per supportare il sistema radar in esame, durante il periodo di CLS, operando con un approccio reattivo, cioè come si è già operato per supportare il sistema in un programma precedente, dal quale si sono presi gli input. | Previsione dei costi e della schedulazione delle azioni nel tempo per supportare il sistema radar in esame, durante il periodo di CLS, operando con un approccio pro-attivo. |
| INPUT RELATIVI ALL’OBSOLESCENZA | |
| Dati di obsolescenza ricavati dallo storico di un programma precedente, nel quale si è supportato lo stesso sistema in maniera reattiva. | Dati di obsolescenza ricavati da previsioni probabilistiche basate su dati di vendita, ottenuti attraverso un tool commerciale. |
| OUTPUT | |
| Costo per il supporto del sistema durante il periodo di CLS. | Soluzione ottima in termini di costi per supportare il sistema durante il periodo di CLS e schedulazione delle attività nel tempo. |
| MODALITÁ NEL CALCOLO | |
| I costi vengono calcolati in maniera macroscopica come percentuale dei costi generali.
Non c’è attualizzazione, ma si considera un rincaro dei prezzi nel tempo. Non vengono considerati costi di mantenimento a scorta per il Last Buy. Non vengono considerari costi di monitoraggio. |
I costi sono calcolati in maniera puntuale tenendo in considerazione i singoli componenti che diventano obsoleti. |
Utile è anche confrontare i vari risultati ottenuti.
Nella tabella successiva vengono mostrati i costi di risoluzione ottenibili nei diversi casi esposti nei paragrafi precedenti: nella colonna intitolata MODELLO viene riportato il tipo di strategia adottata per ottenere il costo di risoluzione, mentre nella colonna intitolata CASO viene specificato se l’ottimizzazione è stata fatta considerando il minimo dei costi di risoluzione per ogni LRU (Base) o il costo riportata è il frutto dell’ottimizzazione fatta, a partire dal caso base considerando le varie azioni nel tempo (Ottimo), ovvero considerando di posticipare il momento del redesign.
Tabella 7.6: Confronto economico dei risultati.
A valle di questi risultati economici, dovrebbe essere svolta, a questo punto, un’analisi di fattibilità tecnica che indichi effettivamente qual è la soluzione realmente implementabile: è possibile, infatti, che la soluzione ottima non sia perseguibile per motivi tecnici e che i dubbi sollevati nel corso della sperimentazione, si rivelino problemi concreti a cui bisogna far fronte.
Come si può vedere, però, dalle percentuali di saving riportate nella tabella, il modello sviluppato, anche nel caso peggiore, è sempre più conveniente rispetto al modello precedentemente usato in SELEX-SI e basato su un approccio reattivo all’obsolescenza.
Tale risultato porta all’inevitabile constatazione, come già accennato nei capitoli generali sulle problematiche dell’obsolescenza, che un approccio reattivo al problema, causa un aumento, a volte sostanziale, dei costi di risoluzione.
Lo sviluppo di questo modello, durante il periodo di stage, ha posto le basi per un nuovo modo di fronteggiare l’obsolescenza, in un’azienda molto avanti nello studio di questi aspetti della logistica: pur avendo una divisione di Custumer Support all’avanguardia per i problemi legati all’insorgere dell’obsolescenza, infatti, nonostante si riesca sempre a trovare una giusta soluzione, manca ancora quella sensibilità previsionale legata ai costi globali, nel tempo, di risoluzione.
In generale, pur esistendo tool commerciali in grado di prevedere il momento in cui un componente non sarà più disponibile sul mercato, sono ancora pochissimi gli strumenti che permettono di avere una visione globale dei costi legati all’obsolescenza, per il supporto di un sistema complesso durante il suo lungo ciclo di vita; stesso discorso vale per modelli che permettano di ottimizzare i costi di risoluzione attraverso un action plan, costruito ex-ante, in modo da supportare il sistema nel modo più efficace ed efficiente possibile.
Prendendo spunto dal tool MOCA, descritto nel Cap. 6, il modello sviluppato ha voluto essere un primo tentativo per far nascere una sensibilità dei costi, legati alla risoluzione delle obsolescenze, per il supporto di un sistema complesso durante la sua vita operativa.
APPENDICE A: TRADUZIONE DELLE CITAZIONI
“Logistic Support of Army material performed under contract by commercial organization. Support may include material facilities as well as services”: Il supporto logistico del materiale dell’esercito effettuato sotto contratto dall’organizzazione commerciale. Il supporto può includere le facilità materiali così come i servizi.
“Obsolescence is also very expensive, costing the US Navy (USN) hun-dreds of millions of dollars each year.”: L’obsolescenza è inoltre molto costosa, costando alla US Navy (USN) centinaia di milioni di dollari ogni anno.
“The Deputy under Secretary of Defence for Logistics (DUSD (L)) indicates that the average cost to redesign a (singola) circuit card to eliminate obsolete components is $ 250.000.”: Il Delegato sotto la Segretaria della Difesa per la Logistica (DUSD (L)) indica che il costo medio per riprogettare una scheda per eliminare i componenti obsoleti è di 250.000 dollari.
“The Electronic Industry Association (EIA) Manufacturing Operations and Technology Committee reported a cost range for redesign of $ 26.000 to $ 2 millions.”: L’Electronic Industry Association (EIA) ed il Manufacturing Operations and Technology Committee hanno segnalato una gamma di costo per la riprogettazione da 26.000 a 2 milion di dollari.
“The (USA) Air Force is reprogramming $ 81 millions for the F-22 program to purchase obsolete or soon-to-be out-of-production parts and to redesign assemblies to accept commercial parts.”: La Air Force americana sta stanziando 81 milioni di dollari per il programma F-22 per l’acquisto di parti già obsolete o che presto lo saranno e per la riprogettazione di assieme per consentire l’inclusione di parti commerciali.
“An avionic manufacturer for the commercial airlines spent $ 600.000 to replace an obsolete Intel chip.”: Un fornitore avionico per le linee aeree commerciali ha speso $ 600.000 per sostituire un Intel chip obsoleto.
“The F-16 program has spent $ 500 million to redesign an obsolete radar.”: Il programma F-16 ha speso $ 500 milioni per riprogettare un radar obsoleto.
“In fiscal year 1997, the KC-130 F/R program spent $ 264.000 on a life-of-type (LOT) buy as a resolution for one obsolete logic device.”: Durante l’esercizio fiscale 1997, il programma KC-130 F/R ha speso $ 264.000 su un life-of-type buy (LOT) come risoluzione per un dispositivo logico obsoleto.
“The loss of, or the impending loss of, the last known supplier of an item or raw materials. DMSMS occurs when manufacturers of items or raw material suppliers discontinue production due to reasons such as rapid change in item or material technology, uneconomical production requirements, foreign sources competition, Federal environmental or safety requirements, or limited availability of items and raw materials used in the manufacturing process.”: La perdita, o la perdita imminente, dell’ ultimo fornitore conosciuto di un articolo o materie prime. La DMSMS accade quando i fornitori di articoli o di materie prime interrompono la produzione a causa di un cambiamento veloce nella tecnologia del materiale o dell’articolo, ai requisiti poco economici di produzione, alla concorrenza di fonti straniere, a requisiti federali di sicurezza o ambientali, o alla disponibilità limitata degli articoli e delle materie prime usati nel processo di manufacturing.
“During the 1970s, military requirements drove nearly all cutting-edge electronics research and development, and the military purchased about 35 percent of the industry’s output of semiconductor components.
By 1984, the military was purchasing only 7 percent of the total do-mestic semiconductor output. But in spite of the reduced market share, military business was still desirable, The military still bought the most advanced and profit-able chips and components, so most vendors continued to supply the military.
It was at this time, however, that the momentum began building to redesign military acquisition processes, in part to capitalise more effec-tively on the rapid developments in commercial electronics.
This well-intentioned movement ultimately failed to anticipate the fallout from the electronic industry’s explosive growth, which would significantly change the ground rules for manufacturers.
By the late 1990s, military purchasers confronted a commercial electronic base that was expanding exponentially.
Yet there was a lag in the understanding of how commercial growth would affect the manufacture of electronics at the component level.
By 2000 and future, the infrastructure available to support military electronics needs has eroded, the military is counting on legacy systems de-signed in the 1970s and 1980s to serve well the new century.
The US Army’s current roster of tanks and fighting vehicle is ex-pected to be active until 2030, while the US Air Force expects to use its current bomber fleet until 2040. The sever obsolescence problems experienced by these aging systems can’t be fixed by simple component replacement.
Many com-ponents no longer are available. Those that remain available aren’t competitive in either cost or performance with products routinely used in the commercial arena.
The sever obsolescence problems experienced by these aging systems can’t be fixed by simple component replacement. Many components no longer are available. Those that remain available aren’t competitive in either cost or performance with products routinely used in the commercial arena.”: Durante gli anni ’70, i requisiti militari hanno guidato quasi tutta la ricerca e sviluppo per l’elettronica elettronica ed i militari hanno comprato circa il trentacinque per cento dell’output dell’industria dei componenti a semiconduttore.
Entro 1984, i militari compravano soltanto sette per cento dell’output totale di dispositivi a semiconduttore per uso non militare.
Ma nonostante la percentuale del mercato ridotta, il commercio militare era ancora desiderabile, questo ancora comprava i circuiti integrati ed i componenti più avanzati e più vantaggiosi, così la maggior parte dei fornitori continuava a fornire il mercato militare.
In questo periodo, tuttavia, si cominciò a riprogettare i processi di aquisizione militari, in parte per capitalizzare in maniera più efficace il veloce sviluppo veloce nell’elettronica commerciale.
Questo modo di agire, pur partendo con le migliori intenzioni, non riuscì a prevedere la minaccia proveniente dallo sviluppo esplosivo dell’industria elettronica, che avrebbe cambiato significativamente i principi di base per i fornitori.
Entro i tardi anni 90, gli acquirenti militari hanno dovuto fron-teggiare un mercato dell’ elettronica commerciale che stava espandendosi esponenzialmente. Tuttavia c’ era un ritardo nella comprensione di come lo sviluppo commerciale avrebbe interessato la fabbricazione di elettronica al livello componente.
Entro il 2000 e per il futuro, l’infrastruttura necessaria a sostenere i bisogni militari in fatto di elettronica sarà erosa, mentre i militari stanno contando sui sistemi dell’eredità destinati negli anni 70 e negli anni 80 per servire bene il nuovo secolo: nell’esercito degli Stati Uniti, infatti, si ritiene che l’utilizzo di carri armati e veivoli da combattimento, attualmente in uso, debba durare fino al 2030, mentre l’aeronautica degli Stati Uniti pensa di usare l’attuale flotta di bombardieri fino al 2040.
I problemi di obsolescenza di divisione sperimentati da questi sistemi datati non possono essere riparati dal semplice ripristino dei componenti: molti componenti, infatti, non sono più disponibili.
Quelli che rimangono disponibili non sono competitivi o per il costo per le prestazioni in confronto ai prodotti usato ordinariamente nell’arena commerciale.”
BIBLIOGRAFIA
Magee, Industrial Logistic.
Bowersox, Logistic Management.
Glaskowsky, the Hudson, Ivie, Business Logistics.
www.obsolescenze.it
www.unitec.it
W.J. Fabrycky, B.S. Blanchard, Life-Cycle Cost and Economic Analysis, Prentice Hall International Series in Industrial and Systems Engi-neering.
Alberto Mezzogori, Integrated Logistic Support, SE.MA.T-Florence.
James V. Jones, Integrated Logistic Support, Mc Graw-Hill.
AR 700-127.
ACCS LOC 1 Bid Volume 1, Contract CO, Area L, Chapter 2, Section 2.
W.T. Hartshorn, prac-tice, Obsolete Obsolescence management process as to best parts leverage team road-show.
Northrop Grumman, practice Best: component obsolescence manage-ment, Defensive Systems Divi-sion-Rolling Meadows, 29 june 2001.
Group on standardization on material and engineering practices (AC/301), STANAG 4597 (Edition 1) – Obsolescence management, 17 March 2003.
American Standard ANSI/EIA-724, given Product life cycle model, 19 september 1997.
M. Pacht and D. Das, The electronic part life cycle, IEE Transactions on Components and Packaging Technologies, vol. 23, n° 1, March 2000.
R. Solomon, P. Sandborn, M. Pecht, Electronic part life cycle concepts and obsolescence forecasting, IEE Transactions on Compo-nents and Packaging Technolo-gies, vol. 23, n° 4, December 2000.
P. Sandborn, F. Mauro, R. Knox, To date mining based approach to elec-tronic part obsolescence forecasting, Actions from the conference on DMSMS 2005.
Reactive P. Sandborn, Beyond thinking – We should be developing for-active approaches to obsolescence man-agement too! , DMSMS Center of Excellence Newsletter, volume 2, Issue 3, june 2004.
P. Sandborn, P. Singh, Determining optimum redesign plans for avionics based on electronic part obsolescence forecasts, Society of Automo-tive Engi-neers, Inc., 2002.
P. Sandborn, P. Singh. Electronic part obsolescence driven product king-design planning, IJAMS International Journal of Advanced Manufacturing Systems, Volume 7, Issue 2, 2004.
P. Sandborn, P. Singh, Electronic part obsolescence driven product king-design optimization, 6° Joint FAA/DoD/NASA Aging Aircraft With-ference, 16-19 september 2002.
Future P. Sandborn, Forecasting the obsolescence of parts, University of Maryland.
F. Haub, Managing materiel shortages the USN way, International de-fence review-extra, 01 september 1997.
Army Material Command, Diminishing manufacturing sources and material shortages, AMC-P5-23, United States Army Command, Al-exandria, Virginia, 18 March 1999.
Hamilton and Chin, Aging military electronics: what can the Pentagon I give? , National De-fence, March 2001.
L. Condra supported from D. Followell, G. Houchens, J. Jenks, M. Koehler, Z. Porter, Minimizing the effects of electronic component obso-lescence, Electronic products Boeing Information Space & Defence Sys-tem, May 1998.
W. Lloyd, C. Condra, To. Amir Anissipur, D. Mayfield Tennis, G. Michael Peatch, Electronic components obsolescence, IEEE Transac-tions on components, packaging and manufacturing technology – Part To, volume 20, n° 3, september 1997.
M.B. Wright, D. Humphirey, F.P. McCluskey, Uprating electronic component for use outside their temperatures specification limits, IEEE Transactions on components, packaging and manufacturing technology, Part To, volume 20, n°2, june 1997.
Obsolete R.C. Stogdill, Dealing with parts, IEEE Design Comput Test., volume 16, April-june 1999.
The Ministery of Defence, Defence Standard 00-71, Issue 2: Obsoles-cence Management, Directorate of Standardization, 27 January 2001.
Air Force Material Command DMSMS Program, DMSMS Resolution Houses Guides, 15 July 1998.
EIA Engeneering Bulletin, Diminishing Manufacturing Sources and Material Shortage Management Practies, GEB 1, 15 July 2000.
Porter G.Z. (Boeing Commercial Aircraft Company), Strategies for ob-solescence management in the new millennium, Actions of the DMSMS With-ference 1999.
P. Sandborn, P. Singh, Forecasting technology insertion concurrent with design refresh planning for COTS-based electronic sys-tems, Proc. Reliability and Maintainability Symposium, Arlington, GO, January 2005.
Herald, T.E., Technology refreshment strategy and plan for application in military systems – To “how-to systems development process” and link-age with CAIV, Actions of the National Aerospace and Electronics Conference (NAECON), 2000.
Andrew Meyer, Management of component obsolescence in the military electronic support envirormant, Faculty of engineering, Rand Afrikaans University, june 2002.
W. Tomczykowski, To. Fritz, R. Scalia, Defence Microelectronics Activity (DMEA), Program managers handbook: Common practices to mitigated the risk of obsoles-cence, 31 May 2000, ARINC.
Department of defence handbook 512: Part Management, 4 October 200.
Z. Porter, An economic method for evaluating electronic component ob-solescence solutions, Electronic Products Boeing Information Space & Defence Systems, Maggio 1998.
To. L. Henke, D. Lai, Automated parts obsolescence prediction, Stottler Henke Associates, Inc. (SHAI), 1998.
RINGRAZIAMENTI
Seduta alla mia scrivania, occupata negli ultimi sviluppi della tesi, ancora non mi rendo conto di essere arrivata alla fine di questo percorso che ha coinvolto tutta me stessa negli ultimi sei anni; guardandomi indietro mi rendo conto che tante cose nella mia vita e dentro di me sono cambiate: il mio modo di pensare, di affrontare le cose, il mio modo di relazionarmi agli altri…..forse sono cresciuta, ma spero di rimanere quella persona umile e che si mette in discussione, che sono sempre stata.
Ripercorrendo la mia strada, non posso fare a meno di pensare a quanti mi hanno fatto da ala, come quando un ciclista, impegnando ogni fibra del suo essere per vincere la vetta che lo separa dal traguardo, trova forza e sostegno dal tifo che le persone gli offrono lungo il percorso.
Il mio primo pensiero, ovviamente, va ai miei genitori, senza i quali non sarei mai potuta arrivare a questo punto; non parlo solo del sostegno economico, che sicuramente è stato indispensabile, ma di quell’aiuto tacito o esplicito che tante volte è venuto dal loro cuore: mi riferisco a tutte le occasioni in cui mia madre, celando in silenzio l’ansia, mi ha incoraggiata, vedendomi presa dai libri o preoccupata per un programma troppo lungo che proprio non voleva entrarmi in testa; ai discorsi di mio padre, quando, convinto che non stessi ascoltando, parlava di me orgoglioso, dimenticandosi del mio caratterino non facile.
Ripenso a tutte le volte che si sono alzati alle sei del mattino, in pieno inverno, quando fuori era ancora buio e le coperte, invece, erano tanto accoglienti, solo per accompagnarmi a prendere l’aliscafo, perché le lezioni iniziavano presto ed io dovevo raggiungere Napoli…..potrei descrivere tanti momenti come questi, ma non c’è n’è bisogno, perché li porto tutti nel mio cuore e per tutte queste cose posso solo ringraziare la mia mamma ed il mio papà.
Come non ringraziare anche Diego, il mio fidanzato e compagno di tanti momenti, che con estrema pazienza ha sopportato i miei sbalzi di umore e le mie paranoie quando, sotto stress per un esame, non avevo altra valvola di sfogo che lui, che mi ha sempre incoraggiata dicendomi che potevo farcela.
Ringrazio, infine, l’Ing. Boccola, l’Ing. Vertucci e i membri della “Business Unit Custumer Support/ Engineering/ Supporto al prodotto” presso lo stabilimento SELEX-SI di Giugliano in Campania, per la disponibilità con cui mi hanno accolta e seguita nel mio periodo di stage.
Un ringraziamento particolare va all’Ing. Francesco Saverio Di Sibio, che, con pazienza e professionalità, ha ricoperto un ruolo fondamentale nel mio percorso formativo in SELEX-SI.
CURRICULUM VITAE
Annarita Iaccarino
Informazioni Personali
Tel.: 081 8072704
Cell.: 338 5400143
E-mail: annarita.iaccarino@alice.it
Data di nascita: 27/10/1980
Luogo di nascita: Piano di Sorrento (NA)
Indirizzo: Via Belvedere 2/A, Sorrento (NA)
Istruzione
A.A. 1999/2000-A.A.2004/2005 Università degli Studi di Napoli
“Federico II” NA
Corso di Laurea in Ingegneria Gestionale, Vecchio Ordinamento.
Titolo della tesi di laurea: “Sviluppo di un modello per l’ottimizzazione dei costi di obsolescenza per il supporto di sistemi complessi.- Applicazione ad un sistema radar presso un’azienda primaria del settore.”
Data di laurea: 04 Aprile 2006;
Votazione: 110/110.
1994-1999 Liceo Scientifico G. Salvemini Sorrento
Maturità Scientifica;
Votazione 95/100.
Conoscenze Complementari
Attività formative complementari:
Frequenza del corso “Il Sistema di Qualità nell’industria Manifatturiera” (durata 20 ore). Successivo superamento dell’esame finale con votazione “ottimo”;
Sviluppo, in team, di un Business Plan per l’ampliamento e il potenziamento della linea produttiva di un’impresa produttrice di prodotti da forno;
Sviluppo, in team, di un Business Plan per la realizzazione e gestione di un wine bar;
Confrontotecnico-economico della produzione di acqua “pura” mediante evaporazione ed ultrafiltrazione (in team);
Conoscenza lingua Inglese:
Livello PET dei Cambridge ESOL Examinations superato con la votazione “pass with merit” (Giugno 2005);
Sostenuto livello FCE dei Cambridge ESOL Examinations (Giugno 2006, in attesa di conoscere l’esito).
Uso del PC:
Pacchetto Office: conoscenza buona;
Microsoft Outlook: conoscenza buona;
Simulink: conoscenza base;
Fondamenti di SQL;
Solid Edge: conoscenza buona.
Esperienze professionali
29 maggio 2006 – presente Università degli Studi di Salerno
Dipartimento di Ingegneria Meccanica
Partecipazione ad un progetto per lo sviluppo di un cruscotto di monitoraggio per valutare la bontà della pianifiacazione della produzione.
18 Luglio 2005 – 28 Febbraio 2006 SELEX Sistemi Integrati S.P.A
Stabilimento di Giugliano in Campania
Stage presso la Business Unit Custumer Support/ Engineering/ Supporto al prodotto partecipando ad un progetto per lo sviluppo di un modello per l’ottimizzazione dei costi di obsolescenza per il supporto di un sistema radar.
2004–Luglio 2005 Russo Travel Conference Sorrento
Hostess congressuale
2000–Luglio 2005 Hotel Hilton Sorrento Palace Sorrento
Comis de sale
Animatrice per bambini
Novembre 2003 Human Agency S. Agnello
Hostess Congressuale
Estate 2001 Centro TIM Stinga Sorrento
Hostess
Settembre 1998 Convention Planning Sorrento
Hostess congressuale
1997 Top Vacanze – Spettacolo e Animazione C. Mare
Hostess congressuale
Interessi
Letteratura, comunicazione, cinema, cucina, fitness, moda e arredamento.
